狭义的设备劣化,一般是指设备在使用、闲置过程中降低或丧失了原设计所确立的性能指标和功能要求。包括设备工作异常、性能降低、部件损坏和可靠性降低等。具体有使用劣化、自然劣化和灾害性劣化等。一般劣化是设备损坏的开始,损坏是持续劣化趋向的必然结果,劣化与损坏是由量变到质变的一个过程。而广义的设备劣化还包括科技的进步及新技术、新工艺的应用使得与原有设备同类的新设备被生产出来,即由于新设备生产价格的降低引起的旧设备相对经济性劣化,或由于新设备结构更完善、性能更好、效率更高造成旧设备的技术性劣化。本书仅涉及狭义的设备劣化内容,即指设备降低或丧失了原设计所规定的性能指标和功能要求,而不涉及广义劣化中的相对经济性贬值。
对于工矿企业来说,设备管理关心的重心集中在使用劣化和自然劣化,即设备在使用和运转过程中外力作用下,受机械碰撞、介质侵蚀等造成设备物质上的磨损、腐蚀、疲劳、剥落等设备的实体磨损,以及设备在自然力作用下,生锈、腐蚀、腐朽、老化等所造成的物质损失。从而使得零部件的实际尺寸或形状发生改变,公差配合性质改变、精度降低,并最终使零部件损坏、设备效率降低、运行费用和维修费用增加。
鉴于两种劣化对工矿企业设备及生产的危害,分析机理、采取对策是十分有必要的。
根据人们多年来对劣化与故障模式的分析与统计,尤其是RCM对多种故障模式的系统阐述,可以比较清晰地把使用过程中的劣化根据不同特征分为初期磨损、正常磨损与剧烈磨损三个阶段。新的机器设备或大修后重启的机器设备的磨损往往会体现出由于制造、安装、调试等因素而引起的磨损特征,属于设备初期磨损;而中期正常运行过程中的设备磨损具有持续、稳定、渐进的磨损规律,属于正常磨损;在机器设备的使用后期,由于材质老化、劣化到了一定程度,磨损量出现快速增长的状态,设备的劣化就进入了剧烈磨损阶段。
初期磨损往往是由于设备安装不良、人员培训不到位、设备使用不当等原因引起。正常磨损是机器处在正常工作状态下发生的,它与机器开动的频率、时间长短、负荷强度大小等因素有关。剧烈磨损是由于正常工作条件被破坏或使用时间过长、超负荷运行等因素造成。
具体来说,造成设备劣化的因素包括设备本身、运行管理及环境条件等。
1)设备本身的因素包括设备结构、材质选用、安全余量等设计问题;材质缺陷、加工工艺、装配质量等制造问题;安装基础、施工质量、调试质量等安装调试上的问题等。
2)设备运行管理方面的因素,包括清扫、润滑、接触、保温、防潮、通风等的维护保养不到位,管理不善、使用操作不当及检修质量不良等人为问题。
3)环境条件方面的因素,包括防尘、防腐蚀、温湿度控制措施不力,意外撞击损害及自然灾害等外部因素。
设备劣化的因素很多,但对不同类型的设备、安装于特定场合、特定使用功能的设备,其劣化因素往往会集中于其中几种关键因素或常发因素。
由磨损、疲劳及化学腐蚀造成的机械设备劣化,其劣化部位主要集中在六个部位或部件:①滑动部件;②传动部件;③旋转部件;④受力支撑连接部件;⑤与原料、灰尘接触黏附部位;⑥与介质接触黏附部位。
而对于电气设备的劣化部位,除了与机械类似的滑动、传动、旋转部件外,还有与本体绝缘、外界条件有关,如积尘、温湿度超标等造成的电气短路、开路、闪络、接地等。
针对设备的劣化及其危害,必须展开全面的深入分析,掌握设备劣化的主要因素与次要因素,明确是常规原因引起的持续渐进过程,还是意外因素造成的偶发性问题,并采取有效对策防止劣化的发生与发展。因而研究设备劣化因素,可利用当前一切可用的手段,以及先进的状态检测技术,测定设备劣化水平,甚至是潜在故障的发展水平,进行超前预防。并进一步采取措施修复劣化,以恢复设备原有设计功能,这已经成为设备劣化与倾向性管理的主题。设备劣化管理如图4-13所示。(https://www.daowen.com)
1)预防劣化。预防劣化工作主要在于做好设备的日常检查与维护保养工作,如日常点检的岗位巡检,设备清扫、给油、调整、更换等工作,以保证设备正常运转。也就是做好设备管理领域长期以来一直提倡的“四保持”工作,即保持设备外观整洁、保持设备结构完整、保持设备的性能和精度、保持设备的自动化程度。日常检查与维护工作是有效预防、控制劣化的重要手段,同时通过日常巡查、维护工作,可以使设备已经存在的劣化表面化,为设备维修工作提供及时、准确的信息。
2)测定劣化。设备劣化和倾向性分析的管理工作应在精密点检及相关人员的协助下,以设备管理部门专业点检员为管理主体。各专业点检员在状态检测信息系统的支持下,结合设备的实时和历史数据,预测和判断劣化趋势,进行劣化的测定,综合对设备的劣化及倾向性进行分析评估,并及时地对问题设备提出处理的方法和安全措施。通过信息汇总、综合分析,为设备今后的检修及计划提供依据。如对炉管进行不同区域、不同劣化规律的研究,定期检查与测厚,根据点检信息对防爆、防磨工作进行合理安排,以及合理确定防磨板的安装与割管更换时期,从而有效控制锅炉爆管事件的发生。
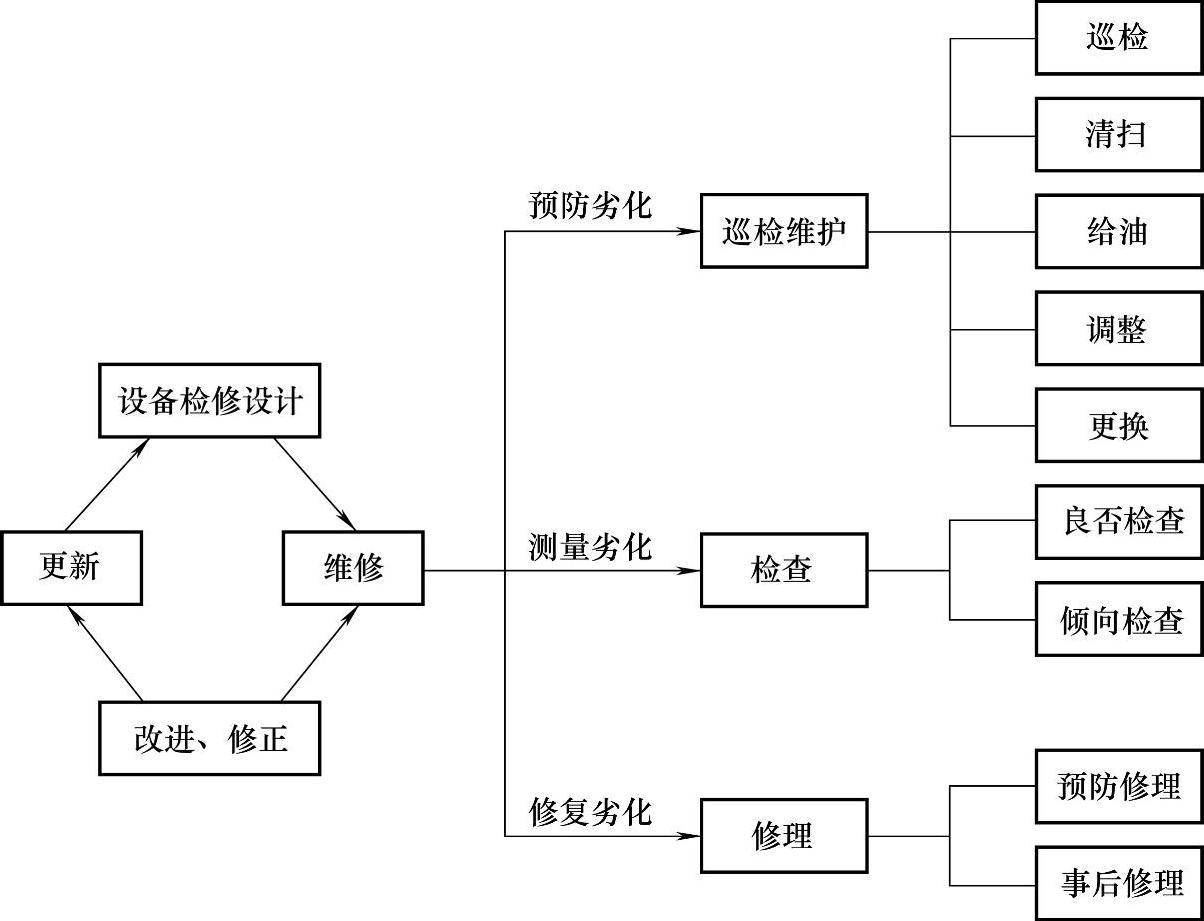
图4-13 设备劣化管理图
3)修复劣化。经过修理后的设备,其性能可恢复到一定程度,但与新设备的设计性能相比,它仍是在向劣化方向发展,直至由量变到质变而突发损坏。因而修复劣化只是在有限的时间内延续设备的使用性能,而设备的设计性能永远无法恢复。
日常巡检维修、点检检查、预防修理等活动是预防劣化、测定劣化、修复劣化的实际实施行为,是构成预防维修的基本内容,这是有限维持、恢复设备性能的工作。对设备本身来说,为不使其劣化,必须对设备进行改进性维修。
当设备劣化程度发展到超过可靠性限度与经济性限度时,就会产生设备的报废及更新问题,即把性能低劣的设备更新为性能良好的新设备。设计、制造免维护设备是有效防止劣化的根本途径,从而达到维修预防的境界。
为了经济、合理、有效地采取预防设备劣化的对策,应根据设备故障模式、时段故障率、寿命周期和特性,确定相对应的设备维修方法,以使设备寿命周期内成本费用达到最低的限度。
而有效进行设备劣化管理的行为是劣化倾向管理。倾向管理是定量管理的重要组成部分,是随着时间的推移对设备劣化进行量化测定、信息记录,并作统计分析、找出劣化规律、实行预知维修的一种管理方式。
案例 某厂经过几年来对四管特定部位壁厚的跟踪测定,以及对历来爆泄的劣化因素和劣化倾向性分析,采取了综合性有效措施,包括全面细致的规范性检验、对问题受热面材料进行分批更换、对检修质量进行全方位的控制等。在2007年锅炉爆管事件仅1起(2号机组),停运50.82h,与2006年同期持平,比2005年同期减少1次,比2004年同期减少4次,取得明显成效。
劣化倾向管理的意义在于了解设备的磨损规律,掌握设备磨损达到极限值的时间,从而在修理过程中及时更换设备磨损零部件,起到防止突发性故障发生的功能。因而,精密点检工作是得到劣化数据序列,并进行统计分析,找出劣化规律,掌握极限值时间,从而进行预知维修。这也确认了精密点检工作在设备劣化倾向性管理中的作用和地位,精密点检是设备劣化倾向性管理的基础。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






