修前准备工作包括技术准备和生产准备两方面的内容。
修前准备工作由主修技术人员负责,包括对需修设备技术状况的修前预检;在预检的基础上,编制出该设备的修理技术文件,作为修前生产准备工作的依据。
修前的生产准备工作由备件、材料、工具管理人员和修理单位的计划人员负责。它包括修理用主要材料、备件和专用工具、检具、研具的订货,制造和验收入库以及修理作业计划的编制等。
修前准备工作的完善程度和及时性,将直接影响设备的修理质量、停歇天数和经济效益。企业设备管理部门应认真做好修前准备工作的计划、组织、协调和控制工作,定期检查准备工作完成情况,发现问题应及时研究并采取措施解决,保证满足修理计划的要求。对重点、关键设备的修前准备工作,宜编制修理准备工作计划,下达给有关职能科(组)执行,并进行考核。修前准备工作的程序如图3-86所示。
1.设备状态及产品要求的调查
为了全面深入掌握需修设备技术状态、具体劣化情况和修后对设备上加工产品的技术要求,以设备部门负责设备修理的技术人员(以下简称主修技术人员)为主,会同设备使用单位及施工单位修理技术人员共同进行调查和修前预检。主要内容及步骤如下:
1)向操作工人了解设备的技术状态,如精度是否满足产品工艺要求,性能出力是否下降,液压、气动、润滑系统是否正常和有无泄漏,附件是否齐全和有无损坏,安全防护装置是否灵敏可靠和设备的使用情况等;向维修工人了解设备的事故情况、易发故障部位及现存的主要缺陷等。
2)检查各导轨的磨损情况(测出导轨的磨损量)和外露零件磨损情况。
3)检查设备的各种运动是否达到规定的速率,特别应注意高速时的运动平稳性、振动和噪声,以及低速时有无爬行现象;同时检查操纵系统的灵敏性和可靠性。
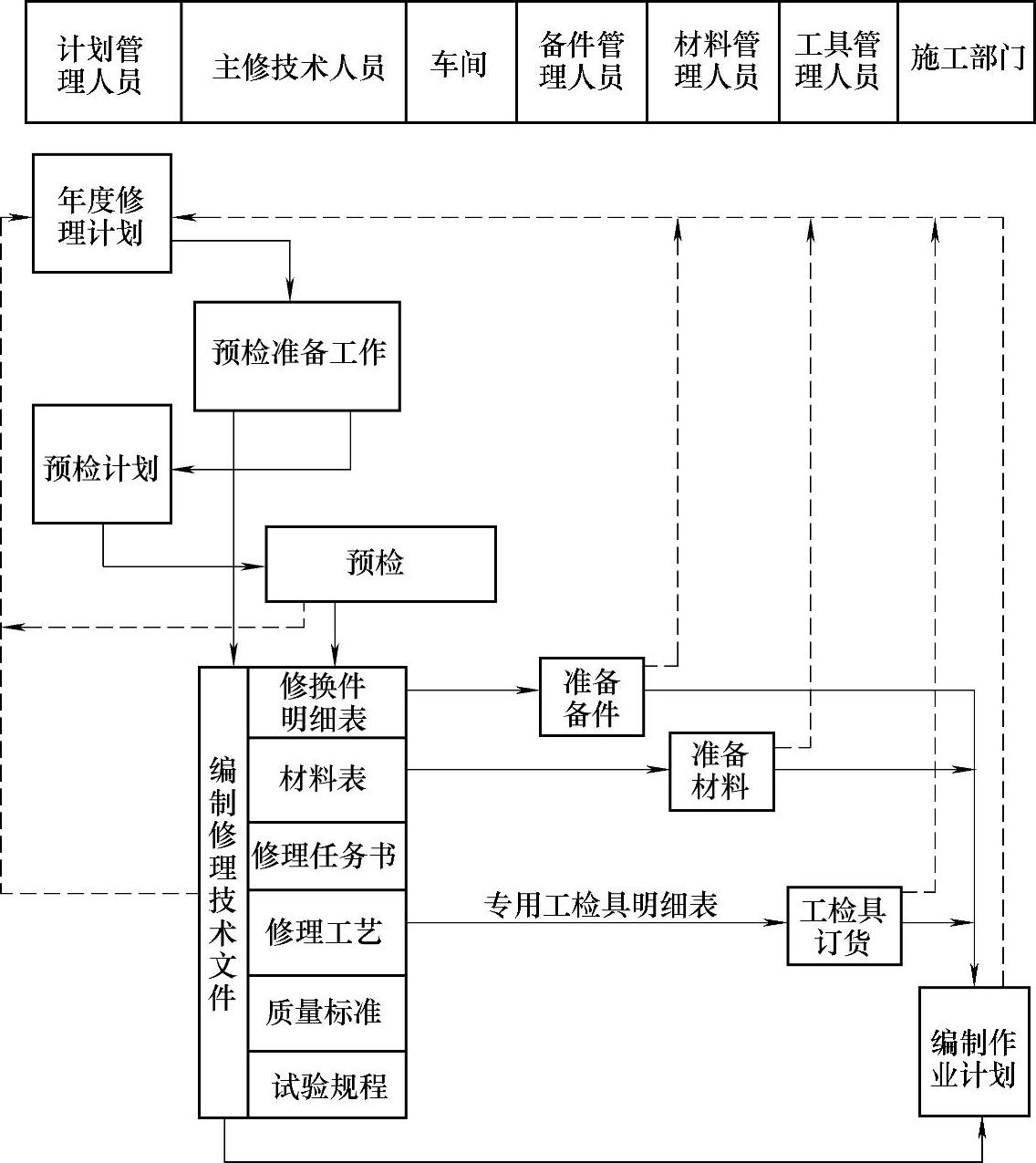
图3-86 修前准备工作程序
4)对规定检验精度的设备,按出厂精度标准逐项检查,记录实测精度值。了解产品对机床精度的要求,以确定修后达到的精度标准。
5)检查安全防护装置,包括各指示仪表、安全联锁装置、限位装置等是否灵敏可靠,各防护板、罩有无损坏。
6)检查电气系统。除按常规对电气系统进行检查外,由于电器元件的产品更新速度快,故检查时应特别注意用技术先进的电器元件代替原有电器元件的必要性与可能性,以便修理时改装。
7)部分设备解体检查,其目的在于了解内部零件的磨损情况,以确定更换件及修复件。
8)设备预检完毕后,对预检中发现的故障隐患应予排除,重新组装,交付生产继续使用。
9)向工艺部门了解修后该设备加工产品的技术要求。
10)预检应达到的要求:①全面准确地掌握设备的磨损情况,认真做好记录;明确产品对设备的精度要求。②确定更换件和修复件。③测绘或校对更换件、修复件的图样应达到准确可靠。
2.编制修理技术文件
预检结束后,由主修技术人员针对预检中发现的问题,按照产品工艺对设备的要求,为恢复设备的性能和精度编制修理技术文件和绘制配件、工、检具图样。设备大修用的修理技术文件及图样包括:修理技术任务书;更换件明细表(包括修复件);材料明细表(不包括辅助材料);修理工艺;专用工具、检具、研具明细表及图样;修理质量标准。(www.daowen.com)
对于项修,可按实际需要把各种修理技术文件的内容适当地加以综合和简化。
编制修理技术文件时,应尽可能地首先完成更换件明细表和图样以及专用工具、检具、研具图样,按规定工作流程传递,以利及早办理订货和安排制造。
3.材料及备件准备
(1)材料 企业设备主管部门在编制年度修理计划的同时,应编制年度分类材料计划表,提交企业材料供应部门。编制年度材料计划的依据是:①年度修理计划(包括大修、项修、定期修理,清清换油等计划)所列设备各种修理类别。②按设备各种修理类别历年平均材料消耗量。③按年度大、项修计划中某些项目的修理内容,需用数量较多的某种材料。
按以上三方面综合分析,预测出按大类划分的年度需用材料数量。至于每一大类材料中需用的品种、规格及数量,则可参考历年实际消耗来预测。材料的大类可分为:碳素钢型材;合金钢型材;非铁金属型材;电线和电缆;绝缘材料;橡胶、石棉及塑料制品;油漆;润滑油及清洗剂等。
主修技术人员编制的设备修理用材料表是领用材料的依据。材料管理人员在收到某台设备修理用材料表后,应对照年度材料计划,对未列入年计划的材料品种、规格或虽已列入年计划但数量不能满足要求者及时提出(单台)设备修理用材料计划表,交材料部门组织供应,材料的代用应征得主修技术人员同意。
(2)修换件 备件管理人员接到修换件明细表后,对需更换的零件核定库存量,确定需订货的备件品种、数量,列出备件订货明细表,并及时办理订货。原则上,凡能从机电配件商店、专业备件制造厂或主机制造厂购到的备件应根据交货周期及设备修理开工期签订合同,力求缩短备件资金周转期。
对必须按图样制造的专用备件(如改装件),原则上由机修车间或本企业其他车间安排制造。对重要零件的修复(如大型镗杆镀铬),如本企业装备技术条件达不到要求,应寻求有技术装备条件的外部企业,经协商签订订货合同。
4.专用工具、检具、研具的准备
工具、检具、研具是保证修理质量的重要手段。检具和研具的精度要求高,应由工具管理人员向工具车间提出订货。工具、检具、研具的毛坯与自制件毛坯准备应列入企业生产计划考核。
工具、检具、研具制造完毕后,应按其精度等级,经具有相应检定资格的计量部门检验合格,并随附检定记录,方可办理入库。
5.编制修理作业计划
修理作业计划是组织修理施工作业的具体行动计划,其目标是以最经济的人力和时间,在保证质量的前提下力求缩短停歇天数,达到按期或提前完成修理任务。
修理作业计划由修理单位的计划员负责编制,并组织主修机械及电气技术人员、修理工(组)长讨论审定。对一般结构不复杂的中、小型设备的大修,可采用顺序式作业计划并加上必要的文字说明;对于结构复杂的高精度、大型、关键设备的大修,应采用网络计划。
编制修理作业计划的主要依据是:各种修理技术文件规定的修理内容、工艺、技术要求及质量标准;修理计划规定的工时定额及停歇天数;修理单位有关工种的能力和技术水平以及装备条件;可能提供的作业场地、起重运输、能源等条件。
修理作业计划的主要内容是:①作业程序;②分阶段、分部作业所需的工人数、工时及作业天数;③对分部作业之间相互衔接的要求;④需要委托外单位劳务协作的事项及时间要求;⑤对用户配合协作的要求等。
设备大修理的一般作业程序如图3-87所示。根据设备的结构特点和修理内容,可以把某些阶段再分解为若干部件,并显示出各部件修理的先后程序及相互衔接关系。

图3-87 设备大修理作业程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




