近年来随着信息技术、智能监测与诊断技术的不断发展,促进了企业设备管理水平日益提高,发展趋势表现为:
①通过ERP、EAM等管理信息化系统的应用来优化设备管理的各项流程。
②通过实施点检定修、状态维修对设备管理体制进行创新。
③越来越多地采用智能点检技术来管理企业重要设备。
1.智能工业监测推动设备管理升级
企业的重要设备不仅本身价值很高,而且其维护费用占据了企业备件和检修费用的很大部分,对企业重要设备实施智能点检,实现设备状态的自动监测、自动报警及智能辅助诊断,可以最有效地实现设备状态受控,在人员分流和费用减少的情况下保证设备的高效运行,为企业带来以下益处:
1)实现重要设备的状态预知维修,减少不必要的维修,延长设备检修间隔时间,为合理降低检修费用提供技术支撑。
2)重要设备备件准备更为精准,从而减少了备件费用和备件库存。
3)设备运行可靠安全,减少人为带来的安全风险。
4)对人员素质和积极性的依赖大大降低。
5)智能点检与EAM的结合推动了设备管理的真正升级,改变了目前设备管理忙与盲的被动局面,促进了向智能维修、优化检修的方向转变。
2.建立设备管理系统
上海某测控技术有限公司在深入了解企业设备管理现状及需求的基础上,建立了以设备状态监测数据为支撑的设备管理系统,帮助企业建立全生命周期的设备管理工作平台。该系统有别于其他设备管理系统,它直接支持底层的各种离线及在线监测仪器,包括点检仪、频谱分析仪、在线监测站及最新的无线监测仪器,并可与企业ERP、MES、DCS、SIS等管理信息化系统和自动化系统实现数据交换。Advanced EAM通过人工点检或在线智能点检收集设备状态数据,记录并管理设备运行的相关历史数据,并通过对设备状态数据的分析给出状态报警信息,产生异常记录,并结合设备故障数据及其他相关运行数据指导设备可靠性维护与检修工作的实施及相关备品备件的优化采购,为优化检修提供技术支撑,从而在保证机组安全、稳定和可靠运行的基础上,最大限度地降低设备的运行维护成本,设备管理系统如图3-34所示。
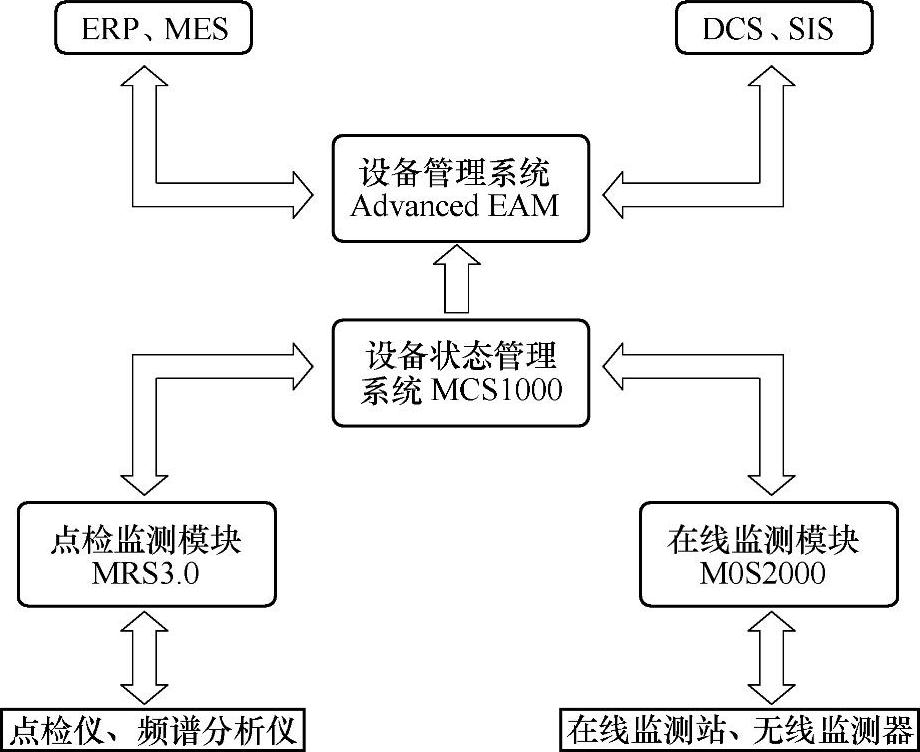
图3-34 设备管理系统示意图
(1)设备管理系统的功能
1)实现设备状态管理的信息化。将设备在线监测与点检监测的信息纳入计算机管理,实现设备状态的信息化管理;且设备管理系统可与ERP等管理信息化系统实现信息的交换与共享,解决信息化系统缺少基础状态数据的难题。
2)实现重要设备的智能点检和预知维修。可以最有效地实现重要设备状态受控,实现状态预知维修,实现设备工业监测示意图如图3-35所示。
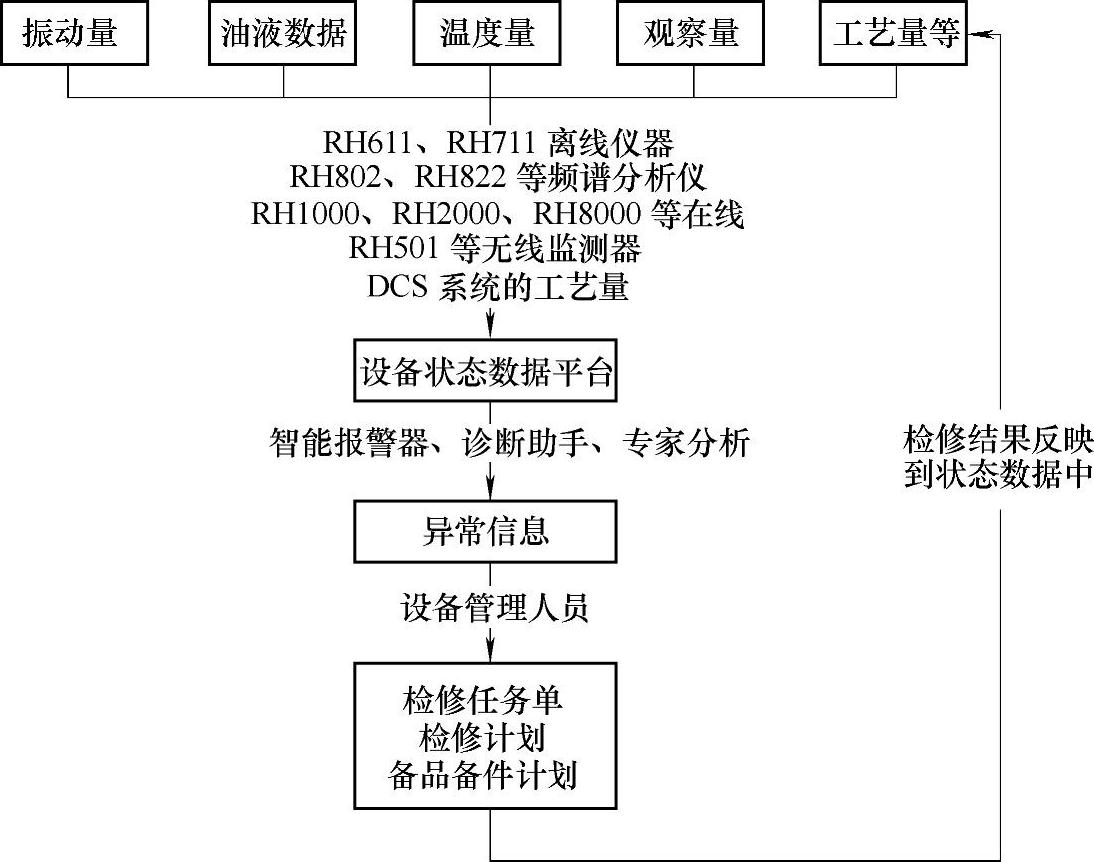
图3-35 实现设备工业监测示意图
3)实现设备点检管理的标准化和规范化。建立设备点检标准,实行标准化管理,借助系统提供的综合点检仪和ID纽扣,可以使现场点检工作标准化和有序化,解决现场工作管理难的问题。
4)强化数据分析。借助系统提供的丰富的状态分析工具和智能辅助诊断功能,对设备状态进行精密分析和诊断,实现对设备状态的准确掌握,为实现优化检修提供技术支撑。
5)规范异常处理。根据设备状态数据产生的报警及异常信息,对设备进行相应处理,并对处理结果进行跟踪监测,进行技术积累,以提高整体的设备检修技术水平和管理水平。
6)规范维修作业流程。检修计划的编制、计划的审核、委托单的产生、检修结果的记录、备件的更换、材料的消耗等,通过本系统都可规范地实现。
7)规范设备基础数据管理。设备管理除了要了解设备当前状态,还必须了解设备的历史状态,包括设备图样、安装调试数据、技术资料、点检履历、检修与备件更换履历、故障数据等,从而为检修策略的优化提供翔实、可靠的数据。
(2)智能工业监控系统的功能
1)先进的网络功能。支持企业对网络化设备状态管理的需要,通过企业的Intranet/Internet网,采用B/S结构,软件只需安装在企业服务器上,便可以支持足够多的用户。用户通过IE浏览器输入服务器的IP地址即可进入系统,便于实现设备的远程诊断,且系统的维护工作亦大大减少。
B/S结构的网络化设备状态监测整体方案支持离线监测、在线监测及无线监测方式,兼容该公司所有的RH系列监测仪器,可以实现对设备在线监测数据和离线监测数据的统一管理与分析,实现对设备状态的自动报警,并对设备故障进行早期诊断与趋势预测,为企业点检定修、优化维修提供了一个统一的平台,并为企业ERP、EAM系统提供科学的设备状态信息。
2)完善的用户权限管理。可以根据企业实际需要设定用户组权限,并提供相应的密码保护功能,保障系统安全、有序地运行。
3)直观的树型数据库结构。根据企业实际需要建立集团到分厂、到车间、到设备、到数据测点的完整清晰的数据库结构,并把报警等级指示显示在各结构层次的图标上。
4)设备状态一目了然。系统提供的强大的报警设置功能和设备状态模块;使用户对设备状态一目了然,且可以迅速识别有问题的区域。
5)方便的数据采集。点检计划的建立和下达、数据的回收都极为方便,系统同时支持临时任务数据的回收和转移。
(3)大机组在线监测站的功能 针对企业最关键的大型机组而推出的实时在线监测解决方案,适合对电力、石化、冶金等行业的关键机组进行在线监测,如汽轮发电机组、大型风机、透平机组、压缩机组等,可实现对设备振动信号的多通道等转速采集,以及温度、电流等工艺量信号的同步监测。一台RH8000可同时接入48路振动量、20路工艺量、8路转速量信号,RH8000型大机组在线监测站外观如图3-36所示。
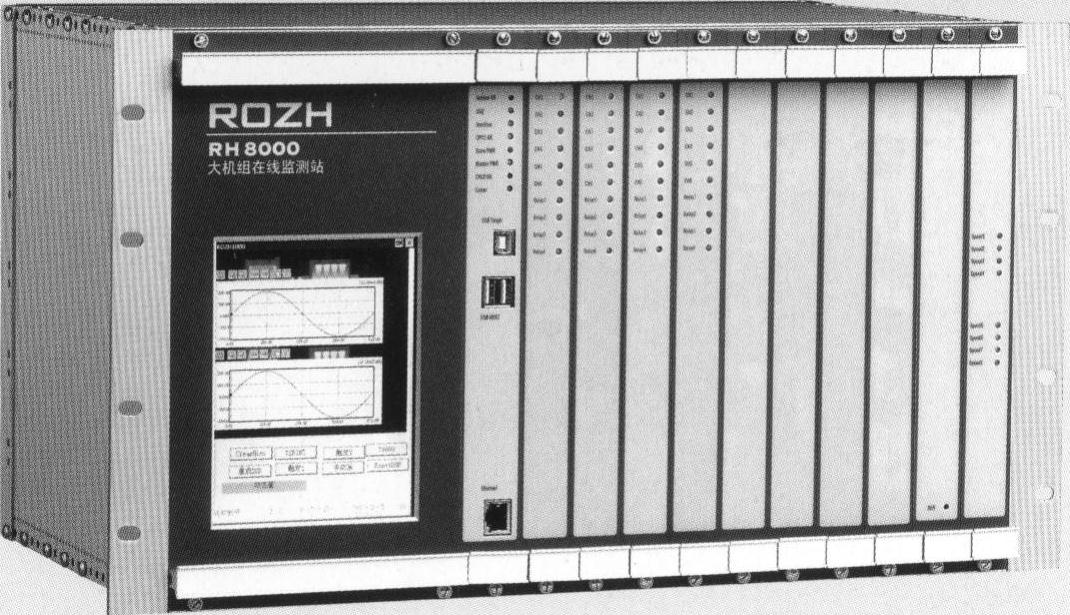
图3-36 RH8000型大机组在线监测站外观图
1)可靠性高。
①全集成结构:针对在线监测的需求而量身定做的硬件,采用ARM+FP-GA+DSP结构,集信号调理、电源、数据处理和通信于一个箱体内,这样就可以大幅度减少硬件的散热量,且无硬盘、风扇等易损部件。
②协调处理:采用FPGA对48通道进行转速触发采集,用DSP对采集数据作预处理和算法分析。
③硬件保护:采用软件固化和哨兵电路,保证系统的稳定,可完全避免病毒的感染,保证系统异常死机的及时恢复。
④电源设计:双路电源冗余,保证在市电存在的任何时刻系统均能正常工作。
⑤完备的自检功能:系统采用模块化设计,对每一独立部分的状态都能进行检测,及时把异常报告提交给软件系统。
2)数据采集准确、全面。
①动态范围宽:16位A/D,加上调理部分的高达1024倍的放大,使得系统动态范围在110dB以上,保证弱信号的准确获取。
②分析频率宽、计算能力强:系统的分析频率高达20kHz,且分析频率与通道数无关,DSP可对采集的数据进行实时FFT计算。(www.daowen.com)
③黑匣子:系统具备多种保存触发功能,把任何用户关心的数据都能保存下来,触发前、后的保存数据长度亦可由用户设置。
3)良好的可扩展性。
①系统采用模块化设计,每个采集箱的最大配置可达48路振动通道、20路工艺量、8路转速量,可对1~数台设备进行全面监测。
②振动兼容加速度、位移等传感器,并可以提供24V/4mA的恒流源给ICP类型的加速度传感器,-24V电压给涡流传感器。
③转速通道可以接受光电传感器、涡流传感器、霍尔传感器等不同类型的转速传感器的信号。
4)易用性。
触摸屏与键盘鼠标接口并存,良好的人机界面,可使用U盘备份数据,输入、输出灵活配置。
系统采用6.4in[1]的液晶显示器,现场就可以看到系统的工作状态,并能看到数据的动态显示。
3.【案例3-11】
(1)某铝厂建立设备管理系统效果显著 某铝厂原来建有以“点检制”为核心的设备管理模式,其特有的每个点检站对应一个检修站的基层设备管理结构,为设备状态信息和检修信息的交流与共享创造了一个较好的基础。但设备管理缺乏必要的技术工具和手段,无法及时、准确、全面地获取设备状态信息,因而延缓了其创建经济型状态预知维修模式的步伐。
上海某公司结合该铝厂设备管理的现状及未来发展的需求,提出了应用Advanced EAM设备管理系统解决问题的方案:对于生产线上的关键设备,如压缩机、风机等采用在线监测的方式(RH2000、RH1000)实现状态实时受控;对于其他重要设备则采用离线精密点检(RH711)的方式进行监控;系统通过点检或在线监测收集设备状态数据,记录并管理设备相关历史数据,并通过对状态数据的分析,给出状态报警信息,产生异常记录,指导维护与检修工作的实施及相关备品备件的储备及采购工作,使得与设备管理相关的工作有序、高效地开展,并最大限度地降低设备维修费用。
通过实施应用这套设备管理系统,该铝厂实现了所有重要及关键设备的状态受控与预知维修,并规范与优化了设备管理的各项流程,其主要功能模块包括:基础数据维护、设备资产管理、状态管理、维修工程、备件库存、设备分析等。系统实施应用效果如下:
1)加强了企业设备管理信息化建设,实现了企业内部各种设备信息的积累与共享。
2)为企业提供了先进的状态监测及状态分析手段。
3)提高了设备管理人员的工作效率与技能。
4)规范与优化了设备管理的各项流程。
5)可及时发现故障隐患,科学指导设备维修及备件采购。
6)帮助企业实施重要设备状态预知维修,提高设备利用率,降低维修成本。
(2)某钢厂热轧生产线智能点检达到最优运行 某钢厂热轧生产线引进的是日本三菱重工七连轧生产线,设备非常先进,生产的连续性也非常强,生产线上任何一台设备发生故障都可能导致生产的停顿,由此引发的设备检修与重新开机会大大影响企业的经济效益。随着设备逐渐劣化,企业急需合适的状态监测系统。
根据热轧生产线设备及人员现状,并结合自身的产品及技术服务优势,上海某公司提出了有针对性的智能点检方案:整体方案采用该公司设备状态管理系统MCS1000,并针对不同设备采用不同的监测方式。
1)对于关键设备,如轧机、卷取机采用了该公司在线监测站RH2000、RH1000对设备振动信号进行多通道实时监测和诊断,并同步监测设备的温度、转速及各种工艺量信号。
2)对于测点较分散、敷设电缆不方便的重要设备,如各种风机、水泵,采用该公司无线监测器RH501监测设备温度及振动信号,并通过无线通信站RH550将数据传送到数据库服务器。
3)对于其他设备采用点检仪RH711进行周期性监测,在设备异常时采用频谱分析仪RH822对设备进行精密监测和诊断,从而以最优成本实现了整条生产线设备的状态受控。
MCS1000设备状态管理系统采用B/S结构,兼容该公司所有在线与离线监测仪器,作为整个生产线设备综合监测与管理的平台,实现了对生产线重要设备状态的自动监测、智能报警及精密故障诊断,为实现重要设备状态预知维修提供了科学依据。系统主要模块有:设备状态、设备信息、状态分析、点检管理、在线监测、备品备件、维修信息(图3-37)。
图3-37 热轧生产线采用MCS1000系统的实现智能点检
4)系统实施效果。
①将生产线上477台设备、1900个测点纳入监测网络,实现了设备状态信息的有效积累和共享。
②运行以来重要设备故障预警了11次,大大减少了设备事故的发生,减少了生产线的非计划停机。
③帮助企业实施重要设备状态预知维修,科学指导设备维修及备件采购,大大降低维修成本。
④提高了设备管理人员的工作效率与技能,帮助企业快速建立自己的技术专家队伍。
(3)风电场风电机组建立状态监测系统 某集团在内蒙古风电场一期的33台1.5MW机组中采用了上海某公司WimdCMS风电机组状态监测系统。WindCMS通过在线监测的方式实现对风机主轴、两级行星齿轮减速器、发电机、塔体等设备状态的实时受控,并接入机组现有的以维修为核心的重要监测数据,形成完整的设备状态全息图,提供给风电企业的设备运行管理专业解决方案,为风电企业进行设备验收、设备运行维护、设备状态维修、提高设备使用寿命奠定了良好基础;为企业降低运营成本、提升竞争力带来帮助。
系统通过在设备本体安装加速度传感器和转速传感器对设备振动和转速信号进行实时监控,并通过在线监测站RH1000对数据进行处理后传送至数据库服务器。风场设备工程师、设备管理人员、点检人员通过WindCMS对风机进行状态管理、状态分析与设备检修、维护等工作,集团总部的设备管理层可远程对风机状态数据进行实时的浏览和分析,制定科学的设备维修计划、下达指令,并进行设备维修情况的及时跟踪等。
WindCMS系统提供了以设备维修决策管理为核心的完整设备状态信息,拥有强大的报警体系和诊断分析工具,多层次设备管理人员可以在系统提供的合理流程化的平台上共同作业,也为集团的诊断专家提供了远程诊断的窗口,可以高效率的解决设备维修决策问题。系统优点:
1)B/S结构使得企业设备管理层能及时、直观地了解各风电场设备运行状态,实现状态维修和定期维修方案制定,进行设备维修管理决策,降低运营成本。
2)解决因风场分散,设备点检困难、周期长,数据的真实性、可靠性、不易管理等情况。
3)为风机组验收提供了专业的手段,为风电设备长期安全稳定运行提供良好的基础。
4)WindCMS系统收集的全面、连续、完整的设备状态信息,为进行更深层次的数据挖掘,形成企业自有的知识库,使得从设计、制造、运输、安装、运行维护、维修设备的一生的管理取得明显效果。
5)针对风机组信号特点的智能化报警解决了简单的幅值趋势报警容易出现设备故障的误报和漏报的问题。
6)强大的分析工具,提供了常见故障的分析方法,针对容易发生故障的齿轮、轴承和电机电气等故障提供了专门的分析方法。
7)现场实施工作量小,维护方便。
8)提供远程诊断服务支持。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




