数控机床已成为我国制造业的主要加工装备,其运行加工状态的可靠性直接影响着加工质量和加工效率。故障预报技术能够提高数控机床平均无故障时间,有效确保数控机床的可靠运行和加工精度,为此开展相关试验研究工作具有重要工程实际意义。其主要内容包括:以高档数控机床为对象,为提高故障预报的准确率进行数控机床典型功能部件的故障预报试验技术研究及试验环境构建;提出数控机床运行状态监测、故障诊断预报的样本试验获取方法;构建以高档数控机床为核心的典型功能部件故障预报测试试验平台;进行样本故障预报案例库的设计;构建样本知识库及知识模型等。研究工作为揭示故障发展和发生的动态性能和精度退化机理以及分析导致故障的影响因素提供了关键性试验技术。
高档数控机床故障预报研究有利于保障关键数控机床的加工质量和运行效率,预防设备故障发生和发展,节约大量维护费用及提高设备科学管理水平,无论对机床可靠安全生产还是现代维护以及科学管理都具有十分重要的意义。
1.故障预报的研究
数控机床故障预报技术是保障数控机床可靠运行、提高机床服役性能的现代技术及核心技术之一,也是国内外研究的焦点问题。国内外十分重视对数控机床加工过程检测诊断预报技术的研究开发工作,并将其视为高质量数字化加工的重要技术基础。一些公司开发了相应的监测系统,如西门了公司的数控机床远程监测诊断系统ePS(FANUC公司的18i和30i也具有类似功能),能实现机床电气系统、开关量类型的故障检测;瑞士KISTLER公司推出了基于切削力的加工监测系统;ARTIS研发的刀具监控系统等,实现了基于动态信号的机床故障诊断;日本生产的加工中心已经具备远程故障诊断预报功能,加工中心的故障信息可以通过网络传送到生产厂商的监控中心进行分析和诊断预报,并将诊断结果和处理方法发送到用户端设备,指导用户排除故障。我国目前高档数控机床的大量应用,其诊断预报与维护技术也已取得初步效果。
分析数控机床故障机理,以最有效的方法获取反映数控机床设备状态(静态)、运行状态(动态)的特征量或故障诊断预报知识,并据此建立合适的故障模型。目前有人以数控机床的具体部件为对象进行研究,如刀具切削状态监测与预警、加工主轴振动监测与诊断预报、主轴伺服系统监测与诊断预报、加工工件的质量监测预警等。相应的诊断预报方法以传感器技术、信号处理及分析技术和多传感器信息融合技术为主,通过一定的监控诊断预报模型实现状态判定与故障预报,或依靠数学模型来分析诊断预报对象的某种动态特性的尝试也取得了一定的成果。这些研究从全局制造过程出发,建立过程仿真模型,注重状态的变迁及原因和结果之间的联系,如Petri网、有限状态机、有向图模型的应用。从分析诊断预报对象的功能、原理、结构等方面入手,并结合人类专家经验,以建立诊断预报知识库为目标,诊断预报过程以知识推理为主,机理模型、功能模型及故障树模型也是常用的方法。总体上,数控设备故障诊断预报技术的研究主要是沿着诊断预报系统架构研究、智能诊断预报方法研究、故障机理及故障模型研究和系统集成技术研究等四个方向深入开展。数控机床的故障诊断预报不仅有一般设备诊断预报的特点,而且表现得更复杂、更特殊,主要表现在以下几个方面:
(1)故障发生的高可能性 数控设备的高度柔性,必然要求系统内部具有高度灵活性和运行模式的多样性,增长了系统的不确定因素和在模式转换过程中故障发生的高可能性。
(2)诊断预报获取困难 由于系统设备复杂,同时加工以柔性任务为目标,加工类型、过程、工况多样,因此,难以全面搜集正常与异常状态的先验样本和模式样本。
(3)故障快速定位难度 由于数控设备各部件间的动态联动性、离散性致使故障的传播性、故障源的分散性更加明显。同时过程状态及故障的断续性、突发性、模糊性、关联性及时变性的明显,致使故障征兆信息和设备状态信息的获取难度大。
(4)易产生误诊、漏诊 加大过程中随机干扰因素影响大,使诊断预报系统的误诊、漏诊的可能性更大,诊断预报推理的精确性和结论的可信度都有所下降。
(5)加工过程中信息量大而繁杂 适合于监控、诊断与预报的信息资源需要挖掘,对监控策略、故障特征提取和诊断预报知识库管理等环节提出了挑战。
2.构建故障预报平台
以典型高档数控机床为试验对象,构建整机动态性能故障预报模拟综合试验环境,配备机床整机性能评价所需的检测仪器设备,实现了数控机床典型故障的模拟;为样本数据获取、典型故障监测方法及单元技术的模拟验证提供了基础试验条件。整机机械动态特性的故障预报平台构建方案如图3-24所示。
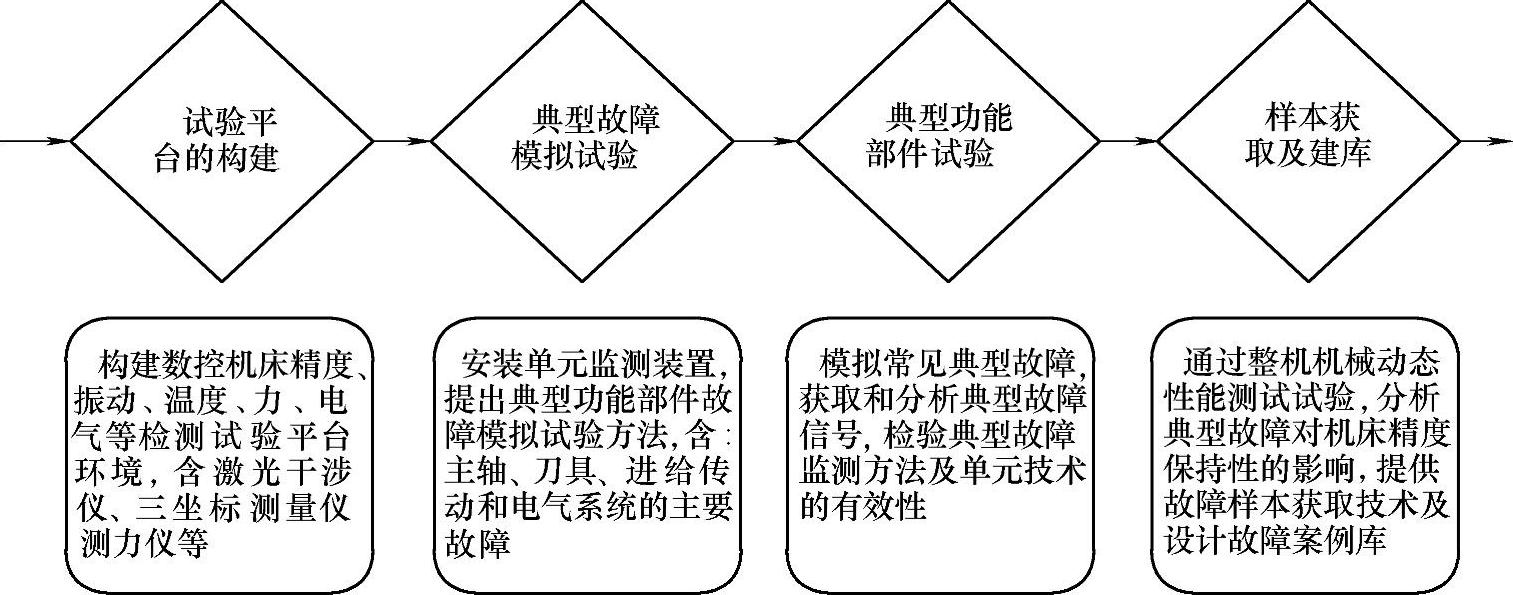
图3-24 故障预报平台构建方案示意图
根据系统数控机床整机机械动态性能故障预报试验平台的功能要求,以及机床各功能部件的结构特点,以运行状态信息及故障特征信息获取的准确性和完备性为目标,确定各类测试试验仪器及各类传感器的配置和选择标准,同时确定测试仪器及传感器的可安装性及布置方案的合理性。利用整机机械动态性能故障预报试验平台,对数控机床典型功能部件主要故障进行模拟试验设计,主要是模拟主轴系统、刀具系统、进给系统的主要故障,也可以模拟传动系统及机床电气系统的主要故障;同时可模拟有相互关联的两个或多个故障同时发生的工况。
在整机故障预报模拟试验平台上安装典型功能部件的单元监测装置,通过整机静、动态性能测试以及试切标准试件的试验,模拟典型功能部件的常见故障,同时获取主要故障所需的典型信号样本;通过故障模拟试验可以研究典型故障对整机动态特性及精度保持性的影响程度及关系。
3.获取故障预报样本数据
样本数据的有效获取是实现高档数控机床故障预报所需的动态性能分析和评价的基础,也是建立机床运行性能分析和评价体系的关键。针对高档数控机床典型功能部件,利用构建的整机机械动态性能故障预报试验平台的试验环境,采集和模拟数控机床典型功能部件的主要故障,通过精度、振动、噪声、声发射、温度、力、位移和图像等各类测试仪器系统采集故障诊断预报所需的设备运行状态信号,为单元监测技术与装备的研发提供了真实可靠的试验样本数据,为进一步实现整机样本数据处理和样本数据建库提供了样本数据信息。数据样本获取方法:
1)对机床的位移、速度、加速度、振幅与频率进行机械动态特性的样本数据采集,利用激光干涉仪进行机床机械动态特性测量试验,以示波器的方式实时显示来自激光系统的连续数据“流”,对运动和定位特性进行测量及样本数据的获取。
2)为实现基于时间的动态测量及样本获取,利用基于时间的采集使动态软件提供相对位移数据,通过程序设置来完成采集时间范围内数据的保存。采用比利时SCM05—SCM—V8振动噪声测试分析系统和某振动噪声研究所的INV—USB高速数据采集及分析处理系统,对机床实际加工时的动态特性进行测量和样本获取试验。
3)采用美国某公司的DISP系统对刀具的破损及磨损类故障进行样本获取试验,通过声发射测量试验分析,由检测得到的RMS电压信号、频率质心信号、峰值频率信号等评价刀具的磨损程度;采用DISP系统进行刀具磨损程度的样本获取试验。
通过以上样本获取试验研究,能够有效地揭示出数控机床典型功能部件故障对整机动态性能和精度退化的发展机理,并且能够分析其影响因素,提供故障预报试验和分析的数据。
4.状态信息的获取与建库
针对数控机床的样本数据存在着噪声和不确定性因素而难以发现机床状态信息的隐含规律和知识的难题,采用基于粗糙集理论的方法对样本数据进行数据分析和推理,能够有效解决信息获取、知识获取和决策分析中的实际问题。
通过分析样本数据的基本构成,采用基于粗糙集的样本数据获取方法进行建库,利用Matlab软件实现样本的存储、检索、管理和维护等数据库管理功能。高档数控机床状态信息试验获取与建库设计框架如图3-25所示。
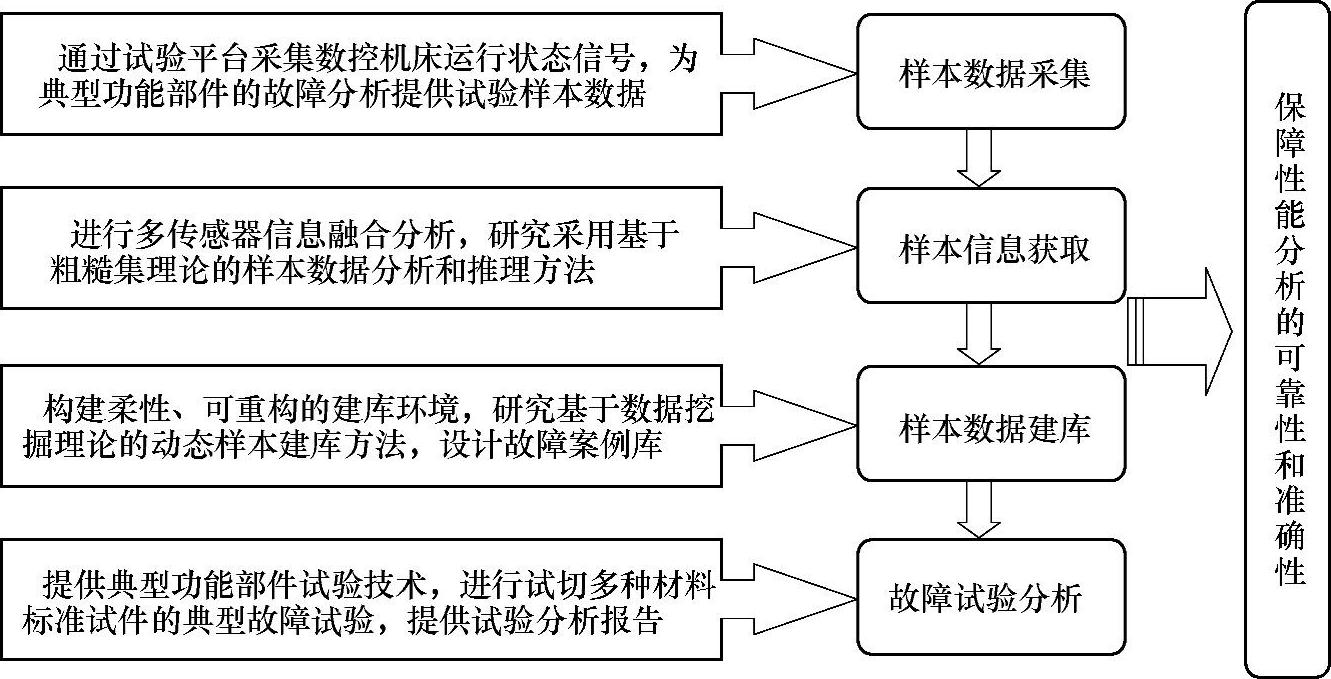
图3-25 状态信息试验获取与建库设计框架
(1)数据样本采集 利用构建的整机机械动态性能故障预报试验平台的试验环境,采集和模拟数控机床典型功能部件的主要故障,通过精度、振动、噪声、声发射、温度、力、位移和图像等各类测试仪器系统采集故障诊断预报所需的设备运行状态信号。
(2)整机状态信息的获取方法 在数控机床整机样本试验数据采集的基础上,对数控机床的机械动态性能以及故障信息进行多传感器信息融合分析,对采集的整机样本数据信息进行筛选、归纳、统计、分类和分析,从而获取和提取整机运行状态信息和建库信息。
针对采集到的数控机床动态性能样本数据,利用粗糙集理论进行数据信息获取、数据分析和推理,解决由于复杂数控机床样本数据存在着噪声和不确定性因素而难以发现机床状态信息的隐含规律和知识的难题,以及解决状态信息获取、知识获取和决策分析中的实际问题。
(3)整机样本数据的建库 为了有效分析影响数控机床加工精度的故障因素、验证故障预报的方法和系统,建立柔性、开放式及可重构的数据库和知识库的环境,为数控机床整机性能运行状态评价、故障机理分析和故障预报的数据和知识提供条件。为了有效利用所建立的数据库和知识库,进一步利用数据挖掘理论,从数控机床运行状态的大量样本数据中提取或“挖掘”有用信息和知识,研究并提出基于数据挖掘理论的整机动态性能样本数据的建库方法,以实现整机样本数据库和知识库的有效组织和利用。
(4)样本故障预报试验分析 对实际运行的高档数控加工中心进行基于整机的典型功能部件样本数据采集和建库的试验,在试验中进行试切多种材料标准试件的数据采集以及模拟典型故障的数据采集和分析。在试验研究基础上对样本数据的获取与建库的方法进行修正和优化,进行典型功能部件的故障预报试验,实现试验样本的数据获取和分析。
5.【案例3-9】 车铣复合机床故障预报实践
构建以高档数控机床为核心的样本试验获取和建库的试验平台,同时配备样本获取的试验数控机床及配套系统,利用该试验平台获取所需的样本试验数据,通过数据分析系统进行样本数据分析,并建立影响机床整机机械动态性能的典型功能部件样本数据案例库,为数据机床典型故障模拟提供所需的故障预报样本及试验条件。
(1)车铣复合机床的样本获取试验平台 以大连某机床厂CHD—20车铣机床为研究对象。该机床为目前国内的现代高档精密数控机床,配置的试验平台为五轴五联动,可扩展为九轴五联动、双刀塔双主轴系统。样本获取测量系统采用配置以激光干涉仪为核心的精密测量系统,实现对精密机床的精密角度测量、精密平面度测量、精密线性测量、精密回转轴测量、精密垂直度测量等。机械动态特性样本获取测试系统采用PCI—2型声发射检测系统、9257B型压电式切削测力系统、 HG9200智能信号采集处理系统、振动噪声测试分析系统,比利时某公司SCM05系统和北京某振动噪声研究所INV—USB高速数据采集及分析处理系统。数控机床整机动态性能故障预报试验平台如图3-26所示。
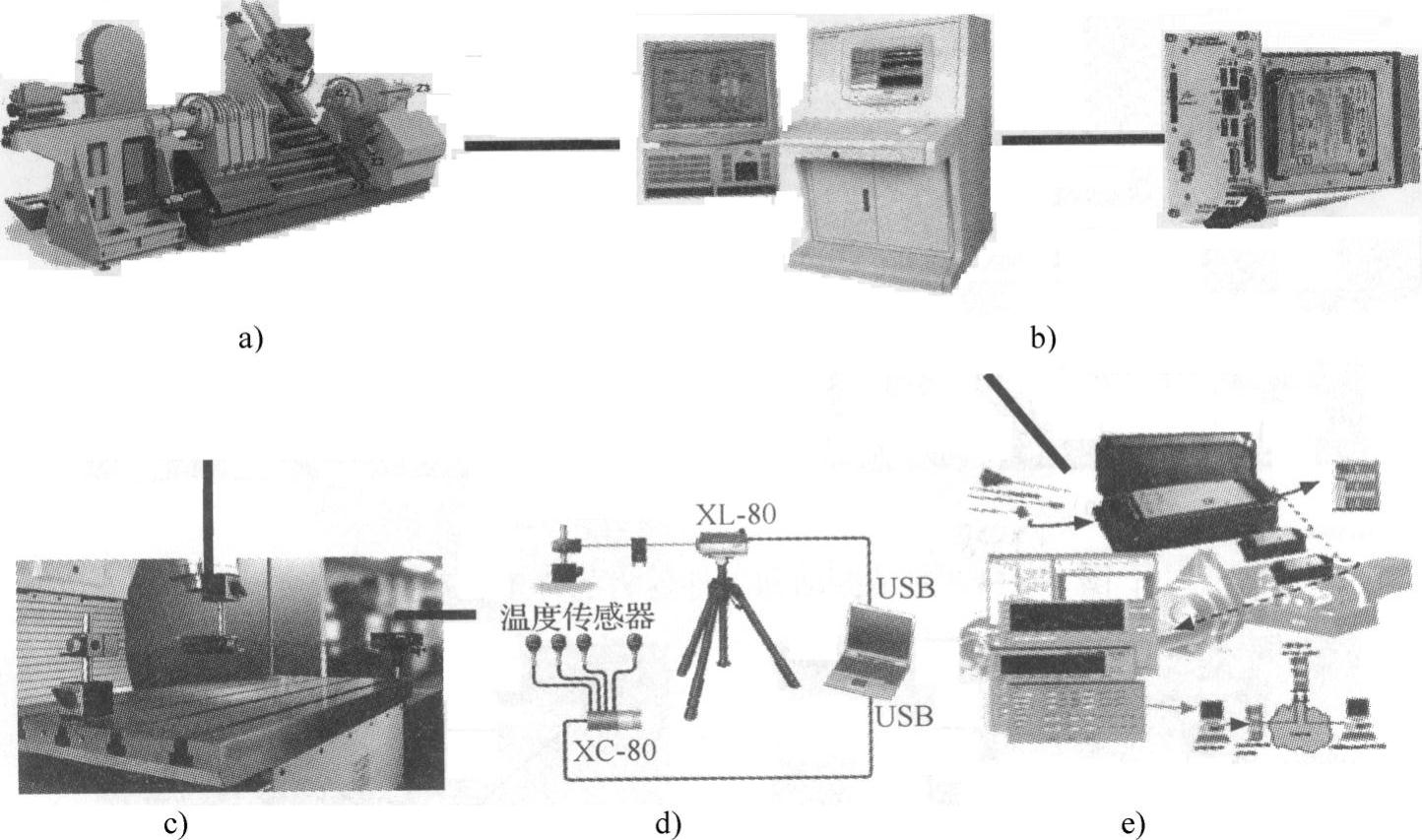
图3-26 整机动态性能故障预报试验平台
a)典型试验整机系统,主轴最高转速5000r/min;主轴电动机功率18kW
b)试验测试及试验数据样本获取分析系统c)激光干涉仪系统
d)测量光学镜组e)数据远程传输网络模块,在线分析
(2)车铣复合机床的样本获取试验
1)采用比利时SCM05—SCM—V8振动噪声测试分析系统和某振动噪声研究所的INV—USB高速数据采集及分析处理系统,对机床实际加工时的动态特性进行测量和样本获取试验,振动测量、噪声测量与样本获取试验如图3-27所示。(https://www.daowen.com)
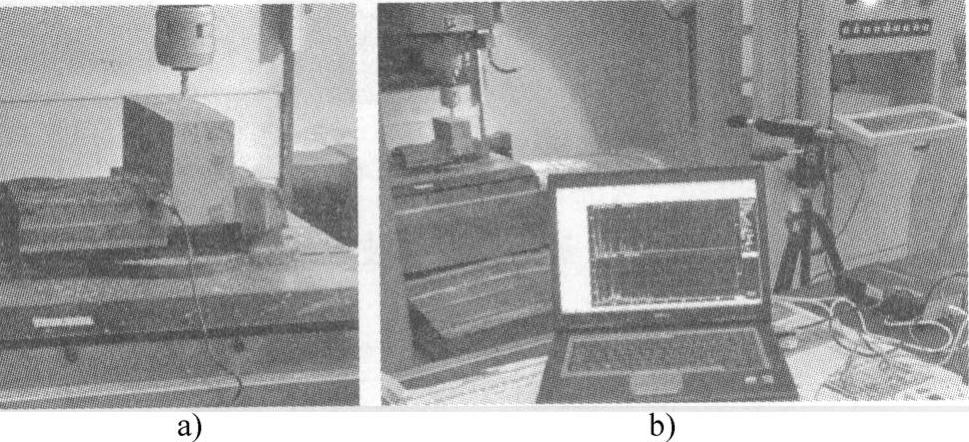
图3-27 振动测量、噪声测量与样本获取试验
a)振动测量 b)噪声测量
2)运用瑞士某公司的9257B型压电式切削测力系统和比利时某公司的SCM05振动噪声测试分析系统,进行主轴振动和工件受力测试及样本获取试验,如图3-28所示。
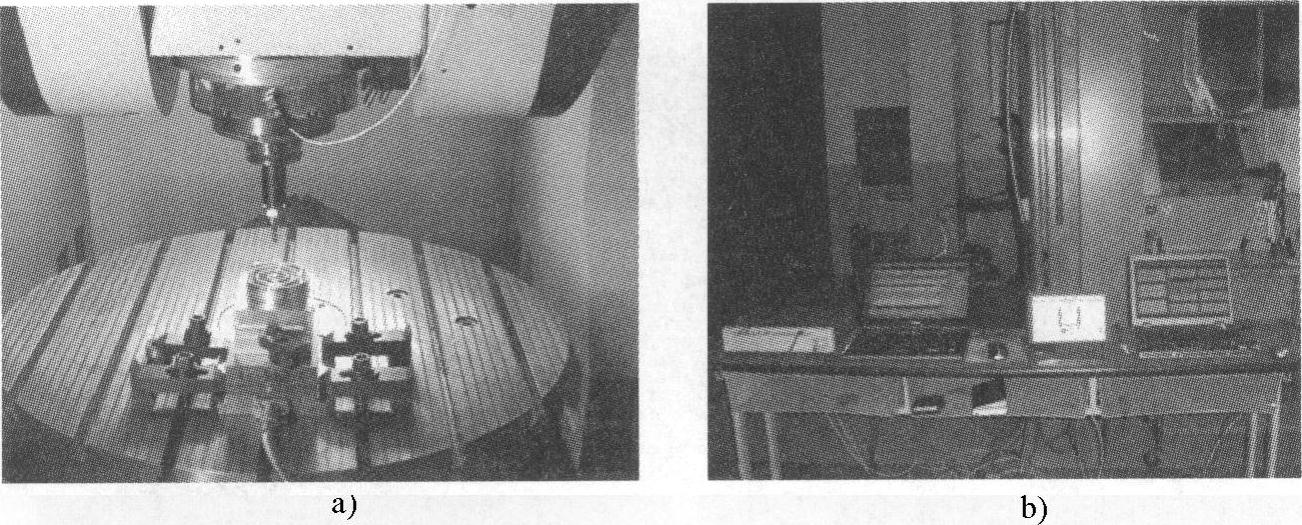
图3-28 主轴振动和工件受力测试样本获取试验
a)主轴振动测试 b)工件受力测试
3)运用美国某公司的DISP系统对刀具的破损及磨损类故障进行样本获取试验,应用检测得到的RMS电压信号、频率质心信号、峰值频率信号等评价刀具的磨损程度,进行刀具磨损程度处理样本获取试验,如图3-29所示。
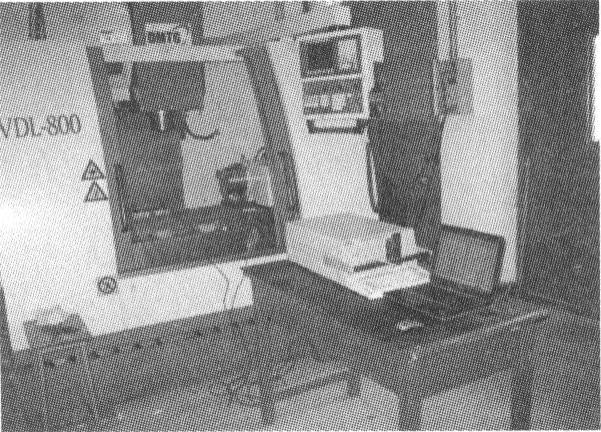
图3-29 刀具磨损程度处理样本获取试验
(3)故障诊断预报知识库 依据车铣机床结构复杂的特点,建立面向车铣复合机床的故障诊断预报知识库,故障诊断预报知识库建立程序,如图3-30所示,同时构建基于知识粒度车铣复合机床知识库的故障知识元模型,如图3-31所示。
以车铣复合机床的故障样本和历史测试数据作为车铣复合机床故障诊断和故障预报的属性集,以车铣复合机床的故障模式构建诊断预报信息决策表。对车铣复合机床各种故障模式所需要的属性条件进行初步约简分类,用基于粒度计算原理的二进制矩阵进行属性和属性值约简,以置信度进行规则评价,进而构建车铣复合机床的故障诊断预报的知识库和规则库。
故障预报样本数据的有效获取是实现数控机床动态性能分析和评价的基础,也是建立机床运行性能分析和评价体系的关键。在对试验系统和数据基本构成进行分析的基础上,研究样本试验数据的建库技术并设计故障预报案例库框架;研究并提出故障预报样本试验数据获取方法;提供数据样本的存储、检索、管理和维护等相关技术;研发柔性、开放性建库环境,有利于实现数据资源利用数据信息集成及重构建库。
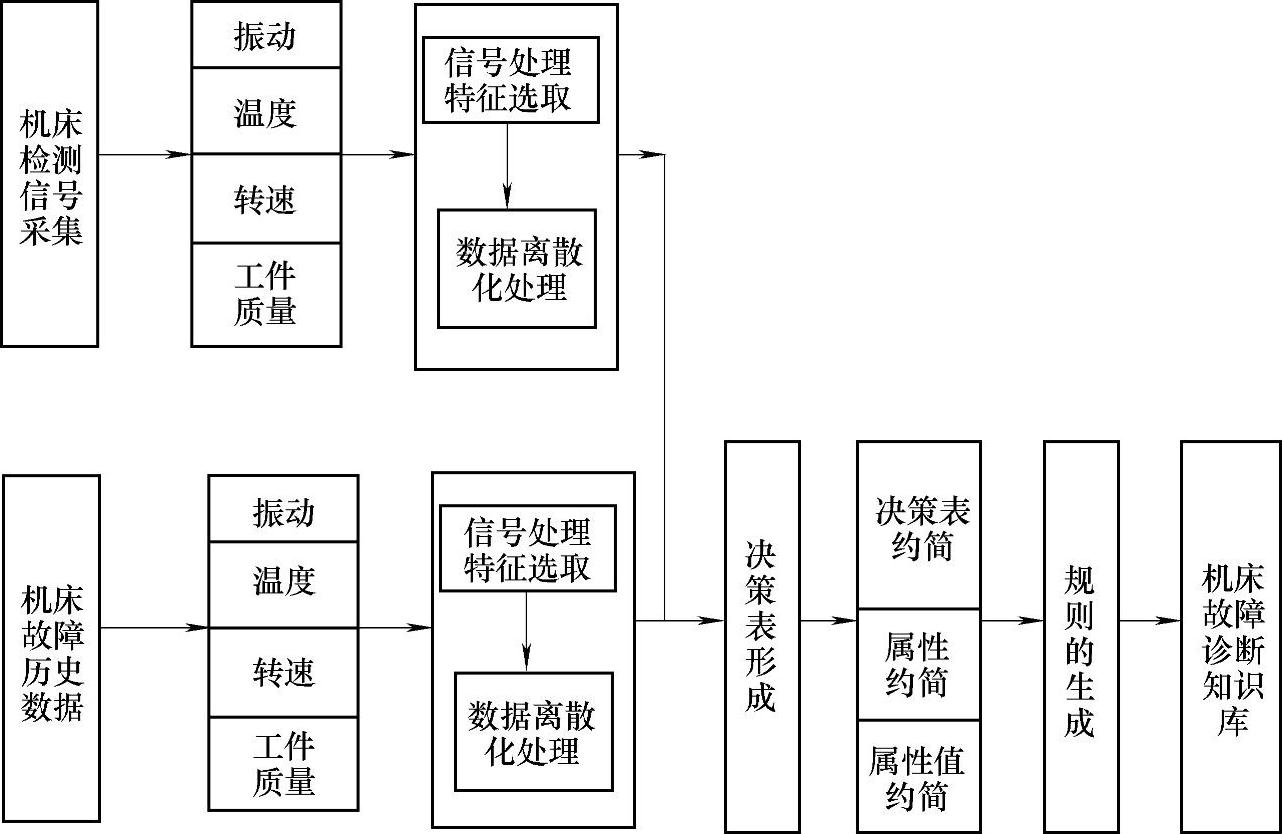
图3-30 车铣复合机床故障诊断预报知识库建立程序图
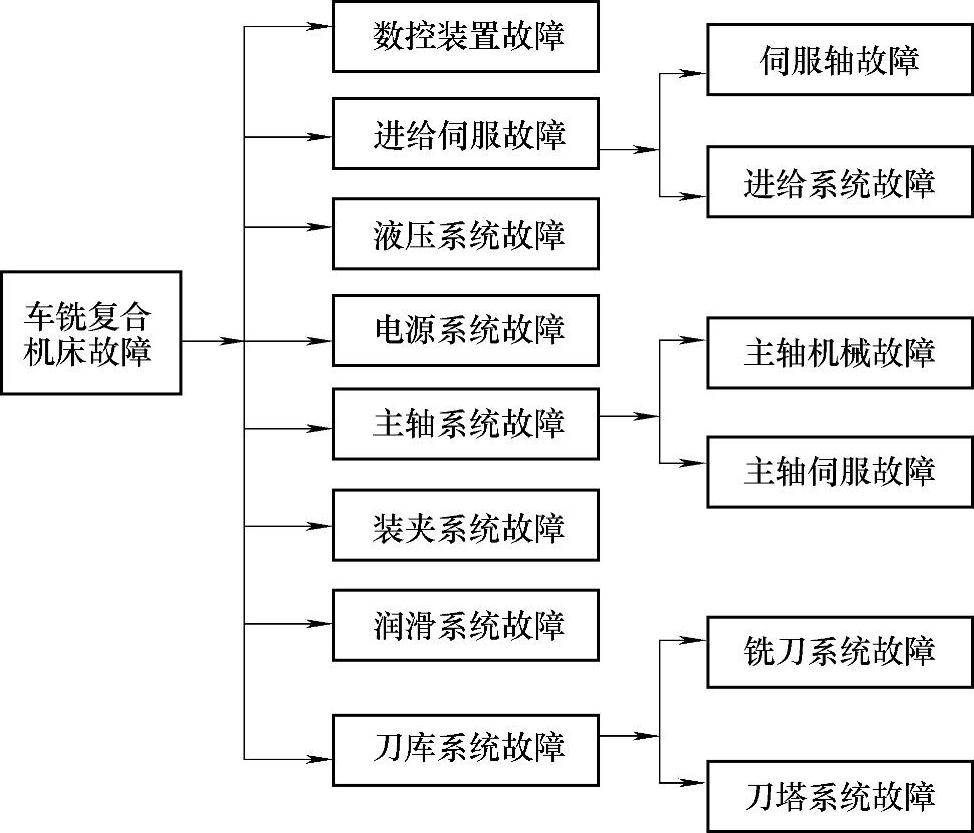
图3-31 车铣复合机床知识库的故障知识元模型
6.【案例3-10】 数控加工中心故障诊断及维修
(1)编码器故障
1)某机床总厂生产的TH5660数控立式加工中心采用FANUC 0M数控系统。加工中出现“409 SPINDLE ALARM”,主轴伺服放大器同时显示故障代码“31”。
查阅FANUC伺服维修说明书,为内置编码器故障。拆开主轴伺服电动机后盖内的风扇,可见一个速度检测编码器及与电动机转子相连的齿轮盘。拆检编码器,感应面有发黑的痕迹,更换编码器后设备工作正常。更换安装时注意编码器与齿轮盘的距离,可用A4纸两层的厚度来控制间距,如图3-32所示,夹住纸后锁紧编码器的两颗固定螺钉即可。

图3-32 编码器安装间距示意图
2)TH5660加工中心在主轴旋转、主轴定位时均出现“409SPINDLE ALARM”,同时主轴伺服放大器显示故障代码“27”。
查阅FANUC伺服维修说明书,为外置编码器故障。该外置编码器用于检测主轴定位角度。检查发现编码器与主轴相连的同步传动带已很松弛,调整传动带后故障仍不能排除。检查编码器导线引出口,发现密封件已脱落,怀疑编码器进水,拆下编码器用低压气吹干内部的积水,重新安装并用玻璃胶密封好导线引出口,试执行M03、M04正常,说明设备故障已基本排除,执行M19调整好主轴定位角度,设备恢复正常生产。
(2)伺服及电路故障
1)某进口YCM—105A立式加工中心采用FANUC 0M数控系统。在自动加工中突然出现“414 SERVO ALARM:XDETEC ERROR”,关机后再开机,报警消除,一移动X轴又出现414报警。
检查发现当产生414报警时,伺服放大器显示故障代码“8”。依据FAMUC0M系统维修手册查诊断号720号:按[SYS/DGN]→[诊断]→键盘输入No720→[INPUT],查得DGN720.4=1,为过电流报警。过电流产生的可能原因为伺服放大器、伺服电动机、放大器与电动机连接电缆故障、机械卡死等。根据机床使用情况检查伺服电动机侧,发现伺服电动机的三条动力线与盖板接触部分已露出铜线,并且可看到明显的放电痕迹。拆下动力线重新包扎后开机,移动X轴,414号报警还是出现。用相同型号的伺服放大器更换后,设备工作正常。此次故障是由于伺服电动机动力线绝缘损坏对地产生短路,并导致伺服放大器损坏。
2)某TH5660数控立式加工中心采用FANUC 0M数控系统。Z轴移动时,负载率达160%,出现“434 Z轴检测错误”。Z轴不移动负载率达100%,Z轴移动停止后,明显感觉伺服电动机还有动作(负载率变化),但坐标值不变,伺服电动机明显有发热现象。
由于Z轴能移动,基本可以排除机械卡死的可能。查机床电路图可知,Z轴设置有刹车装置,怀疑刹车装置没有动作。测量刹车装置用DC 90V电源,发现整流器无电压输出,而输入电压AC 220V正常,可判断为整流器损坏,更换整流器后,Z轴工作正常。
(3)电池无电造成编码器记忆原点丢失故障
1)某进口HU63A数控卧式加工中心采用FANUC 18i数控系统。开机产生“300 B轴原点复归请求”及“B轴APC(绝对脉冲编码器)电池电压低”报警。
该机床的B轴带绝对脉冲编码器,原点位置依靠电池保持,只要电池电压正常,原点位置被系统记忆,开机无需作原点复归。在系统通电情况下,将电池BR—CCF2TH 6V拆下,先将B轴转动到大约在机械原点的位置,按[OFFSET/SETTING]→找到并修改PWE由→0→1,然后修改参数按[SYSTEM]→[参数]→1815→[NoSEARCH],修改第四轴1815.5(参数1815分别对应X、Y、Z及第4轴的原点设定)由1→0,其次修改1815.4由1→0→1(系统出现000报警——要求关断电源),再修改1815.5由0→1,最后关闭系统及设备电源,开机作原点复归,如B轴原点不准确,上述步骤可重复多次直至调好B轴原点为止。
2)某YCM—105A加工中心采用FANUC 0M数控系统。开机后出现“300X轴原点复归要求”报警,同时显示屏显示“BAT”字符。检查编码器电池(通电情况下),发现电池正负极已生锈,更换电池,将X轴用手轮摇至机械原点(机床在机械原点处设有▼标记),修改参数22.0(参数22.0~22.2分别对应X、Y及Z轴机械原点设定)由1→0→1,系统出现“000”报警后,关机再开机作原点复归即可。
(4)检测开关故障 某进口HU63A数控卧式加工中心采用FANUC 18i数控系统。在自动换刀过程中,换刀手臂(ARM)从刀库刀杯中拔出少许后停止动作,出现ATC(自动刀具交换)超时报警。查看梯形图,分析换刀手臂从刀杯拔出刀具的正常过程:刀具有/无检测开关(SQ—A156,有刀时为1,灯指示为绿;无刀时为0,灯指示为红)。若有刀,执行M100(刀具拔出)后X75.4必须改变状态(即由1→0)才能执行下步动作M83(ATC到待机位)。为确保安全,手动取下刀具后,检查接近开关SQ—A156,用铁质工具试验该开关,其状态指示灯有变化(红/绿),但系统检测状态不变(即X75.4不能由1→0),拆下该开关发现检测表面积有较厚的油泥,擦拭干净后再试验,状态指示灯及检测信号X75.4同步变化,说明开关已恢复正常。重新安装好检测开关,执行ATC各指示,正常。
(5)机械故障
1)某进口HU63A数控卧式加工中心采用FANUC 31i数控系统。在自动加工中主轴突然停止转动且无任何报警。在MDI方式下输入“S500 M03;”,主轴转动正常,再输入“S600”,主轴变速液压缸动作,但主轴不旋转。检查主轴高速确认信号X10.5=1,说明液压缸动作已到位,应该是变速离合器出了问题。拆开主轴后发现离合器内的一颗销钉已脱落,导致变速失效,原装配的销钉比新销钉直径小0.01mm是此次故障的直接原因。更换新销钉后,故障排除。
2)某进口H5C数控卧式加工中心采用FANUC6MB数控系统。加工中B轴转动时声音异常,并产生443报警。用手摇脉冲发生器使B轴旋转,发现B轴时转时不转,不转时能听见B轴伺服电动机在转动,之后就会产生443、440等报警,拆开伺服电动机减速器侧盖和B轴侧盖,用手摇脉冲发生器边操作边观察,发现给定旋转指令时B轴多数情况下不转动,此时伺服电动机在不停地转动。查说明书,发现B轴为全闭环控制,开始怀疑B轴的联轴器出了问题,使得实际位置无法达到给定要求,所以电动机在不停地转,超时后出现443报警。拆开减速器,用手试着转动联轴器,很容易转动,原来联轴器已松开。松开紧固螺钉后,锁紧联轴器,再装好紧固装置,用手转动联轴器转动B轴,非常轻松,说明B轴没问题,装好伺服电动机及联轴器,通电开机,原点复归后手动旋转B轴,机床恢复正常。
3)某进口HU63A数控加工中心采用FANUC 18i数控系统。使用一年左右,Z轴突然出现爬行现象,该机床为半闭环控制系统,机床并未产生报警。依据常理,首先检查与位置环相关的参数)No1851)是否发生变化或被人为改变,核对参数与原始记录相同,将该参数在原始设置的基础上往正负方向各调整了几次,Z轴爬行现象没有改善,排除参数的原因,再用互换法排除了伺服放大器的因素。通过以上检查基本可以确定爬行是机械方面的故障。经检查,最终发现Z轴丝杠与立柱连接处螺母副的四颗内六角圆柱头螺钉(图3-33)已全部松动,锁紧螺钉后再运行Z轴,爬行消除。
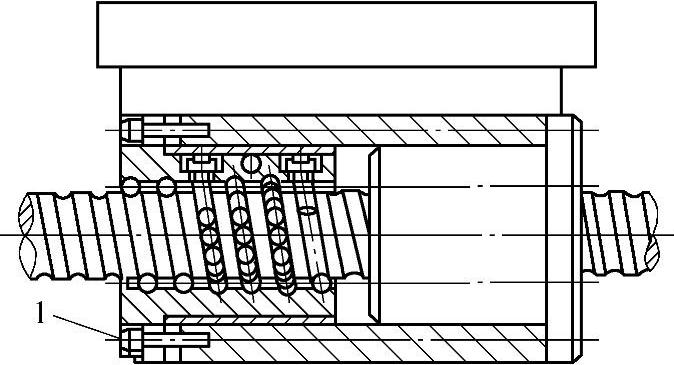
图3-33 Z轴丝杠与立柱连接示意图 1—内六角圆柱头螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





