设备的技术状态是指设备所具有的作业能力,包括:性能、精度、效率、运动参数、安全、环保、能源消耗等所处和状态及其变化情况。设备是为满足生产工艺要求或为完成工程项目而配备的,设备技术状态良好与否,不仅体现着它在生产活动中存在的价值与对生产的保证程度,而且是企业生产活动能否正常进行的基础。设备在使用过程中,由于生产性质、加工对象、工作条件及环境等因素对设备的影响,使设备在设计制造时所确定的功能和技术状态将不断发生变化,预防和减少故障发生,除应由员工严格执行操作维护规程、正确合理使用设备外,还必须加强对设备使用维护的管理,定期进行设备状态检查。
1.设备完好标准
设备完好是指设备处于完好的技术状态。设备完好标准综合要求有三条:
1)设备性能良好,机械设备精度能稳定地满足生产工艺要求,动力设备的功能达到原设计或规定额定容量运转时无超温、超压现象。
2)设备运转正常,零部件齐全,安全防护装置良好,磨损、腐蚀程度不超过规定的技术标准,控制系统、计量仪器、仪表和液压润滑系统工作正常,安全可靠。
3)原材料、燃料、动能、润滑油料等消耗正常,基本无漏油、漏水、漏气(汽)、漏电现象,外表清洁整齐。
【案例3-3】 某汽车股份公司通过对设备实施完好标准考核,确保全公司设备完好率大大提高和公司生产正常运行。设备完好标准典型事例如下:
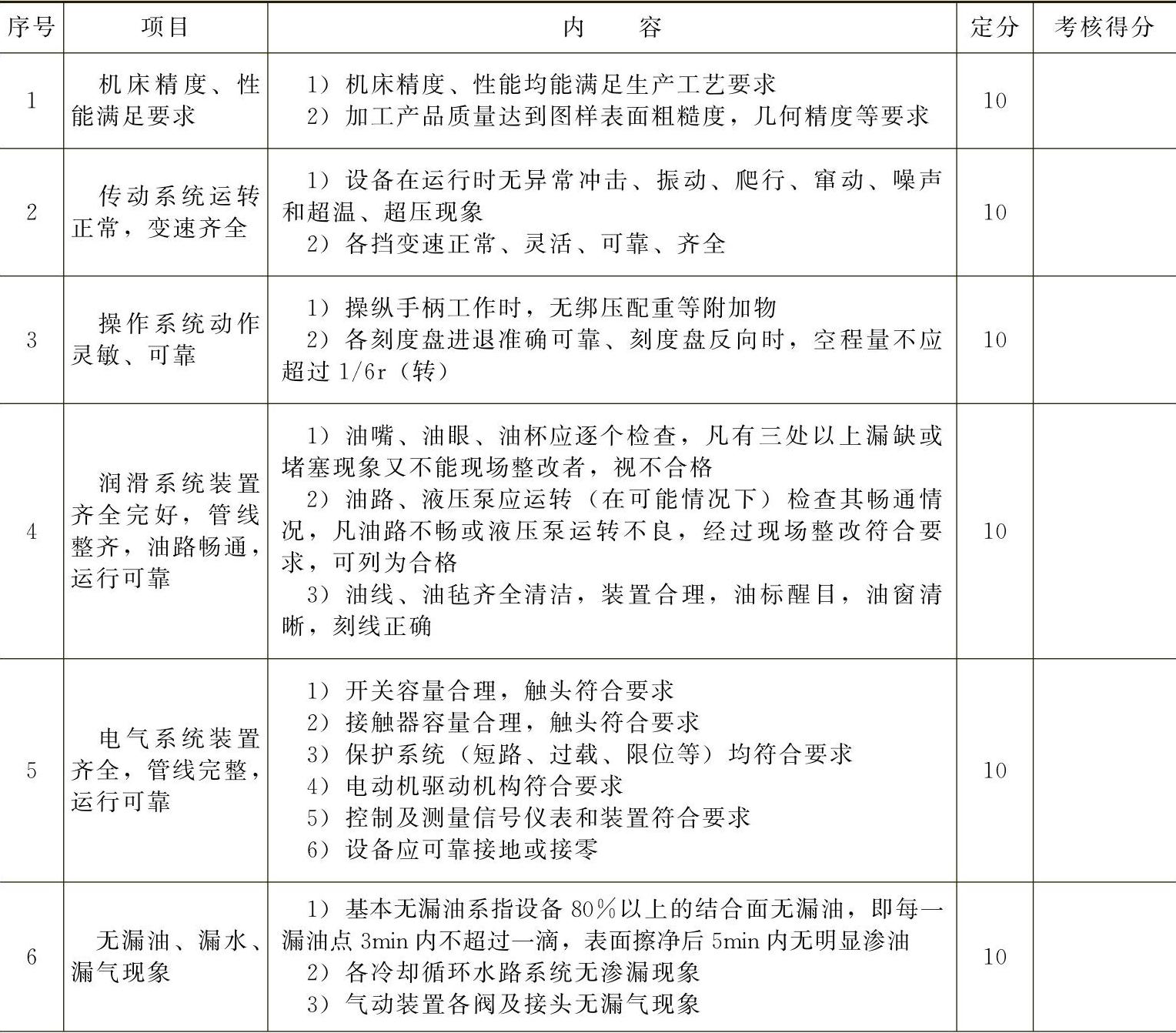
(1)机械加工设备完好标准 见表3-3。应用范围:车床、钻床、齿轮加工机床等。
表3-3 机械加工设备完好标准
(续)
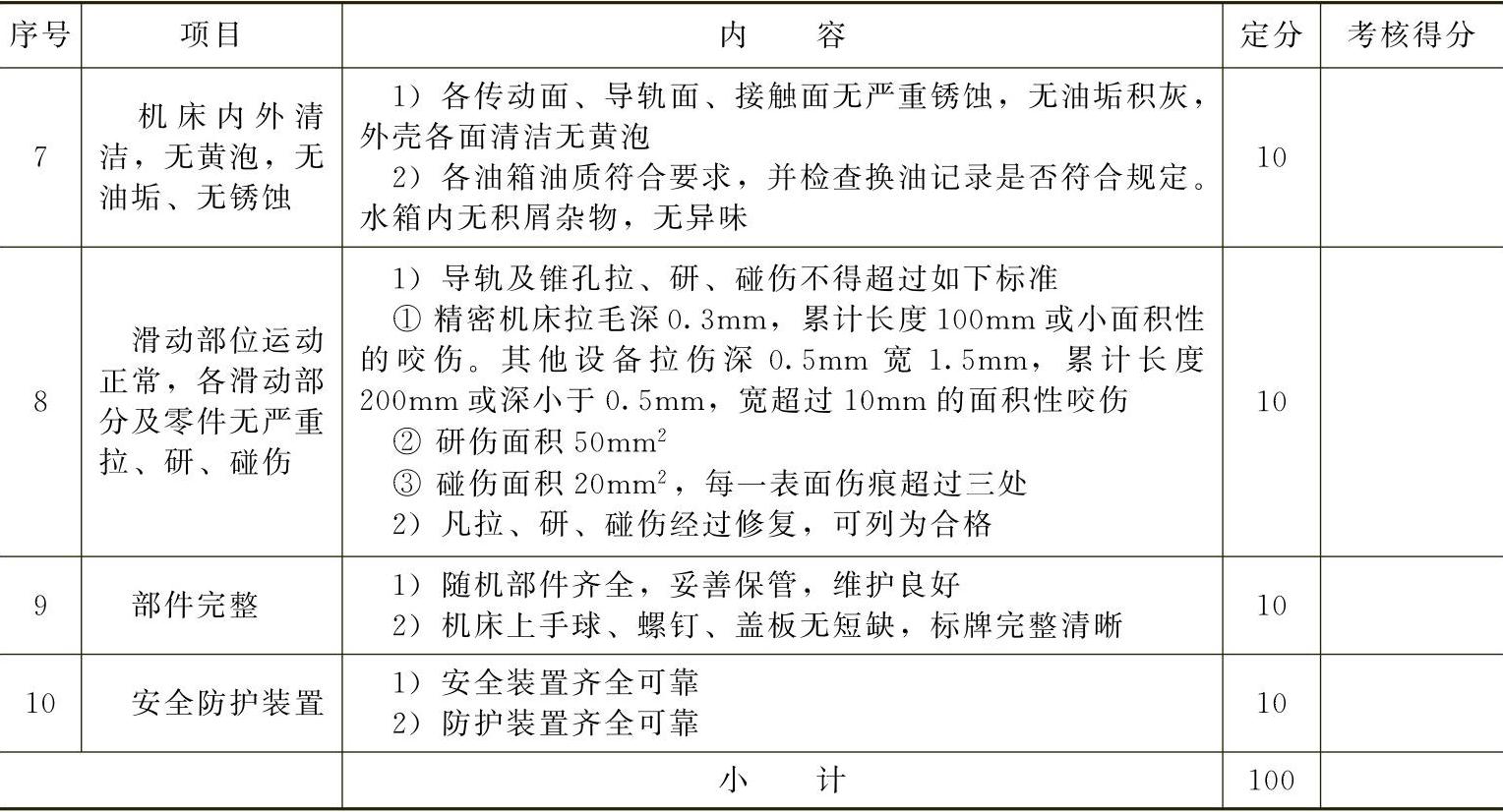
注:1.各项考核,按每小项平均计算分值。
2.完好设备为85分及以上,低于85分为不完好设备。
3.现场整改在1天之内完成,仍可给分。
(2)加工中心完好标准(1~6项为主要项目,每项定为10分)
1)设备精度和性能达到设计出厂要求或满足工艺要求。
2)设备运动机构各级速度运动平稳可靠,机构动作正常,主轴端温度不应超过60℃,温升不应超过30℃。
3)设备直线坐标、回转坐标上运动部件进给速度和快速运动平稳可靠,高速无振动,低速无明显爬行现象。
4)设备整机运动中噪声不应超过83dB(A)。
5)主轴正反转、启动、停止、锁刀、松刀和吹气等动作以及变速操作(包括无级变速)灵活、可靠、正确。
6)设备刀库机械手换刀和托板交换试验动作灵活可靠,刀具配置达到设计要求(最大质量、长度和直径),机械手的承载量和换刀时间应符合要求。
7)设备数字控制的各指示灯、控制按钮、纸带阅读器、数字输入、输出设备和风扇等动作灵活可靠,显示准确。
8)设备安全、保险,防护装置齐全,功能可靠,动作灵活准确。
9)设备液压、润滑、冷却系统工作正常,密封可靠,冷却充分,润滑良好,动作灵活可靠,各系统无渗漏,油质符合要求,定期清洗换油。
10)设备内外清洁,内滑动面无损伤(拉、研、碰伤),外部无黄泡、无油垢、无锈蚀,随机附件齐全,防护罩完整。
(3)数控立式卡盘车床完好标准(1~4项为主要项目,每项定为15分;5~8项定为10分)
1)主要精度性能达到国家标准,进行工件加工试验,在中速稳定温度试验,试件的检测表面粗糙度达到设计要求。
2)机床空运转试验:
①机床功能试验动作灵活可靠和平稳。
②主轴转速进行启动、正转、反转、停止(包括制动)连续试验七次,运转正常。
③主轴从低、中、高转速变换试验,转速的指令值与显示值(或实测值)允差±5%。
④任选一种进给量进行启动和停止进给的连续操纵试验,在X、Z轴的全部行程上进给和快速进给,其快速行程大于1/2全行程,正、负方向连续操作7次,其允许值差符合出厂要求。测试伺服电动机电流波动值合格。
⑤在X、Z轴的全部行程上作低、中、高进给量的变换试验。
⑥用手摇脉冲发生器或单脉冲移动横梁做滑板试验。
⑦机床操纵面板上的各按钮开关各作7次功能试验。
⑧有锁紧机构的运动部件,在全部行程上的任意位置作锁紧试验。
⑨转塔刀架进行正、负方向转位和夹紧试验。
⑩有自动装夹换刀机构的机床,应进行自动装夹换刀试验。
(11)进行卡盘夹紧、松开试验。
(12)进行机床对刀、检测装置准确试验。
3)数控系统试验:
①数控装置的各指示灯、光电阅读机、通风系统等的试验。
②用数控指令进行机床功能试验,其动作的灵活性和功能可靠性包括:主轴变速、进给机构、转塔刀架的转位夹紧,根据所采用的数控系统功能试验进给超调,手动数据输入,位置显示机床基准点、程序、序号指示和检索程序暂停和消除直线、圆弧插补,直线、锥度螺纹、圆弧切削循环,以及丝杠导程补偿,故障诊断和显示,人机对话菜单式填空格,图形显示,刀具切削过程动态模拟等功能。
4)液压、冷却系统的密封、润滑,调整方便,动作灵活可靠,润滑良好,冷却充分,各系统无渗漏,油路畅通,油标醒目,油质符合要求。
5)机床内外清洁,无黄泡、无油垢、无锈蚀,机床变速器等部件符合要求。
6)安全防护装置齐全,运行可靠。
①变速器装有变换齿轮的门罩,胶带轮罩与主机起停互锁可靠,警告标志明显。
②活动安全防护罩与机床工作循环连锁可靠。
③空运转时机床整机噪声不超过83dB(A)。
7)机床附属装置、随机附件齐全,辅助功能正常,对运屑器装置进行运转试验,运转时间不少于30min,其功能正常可靠。
8)导轨、滑板、刀架导轨副、转塔刀架支座与滑板、立柱与镶钢导轨、横梁与镶钢导轨等,无拉伤、研伤、碰伤,相互滑面磨合正常。
注意机床精加工精度检测项目以及功能试验、数控系统动态试验,在完好检查时,可根据实际产品工艺要求选择主要项目进行测试。
(4)锅炉设备完好标准 见表3-4。
表3-4 锅炉设备完好标准
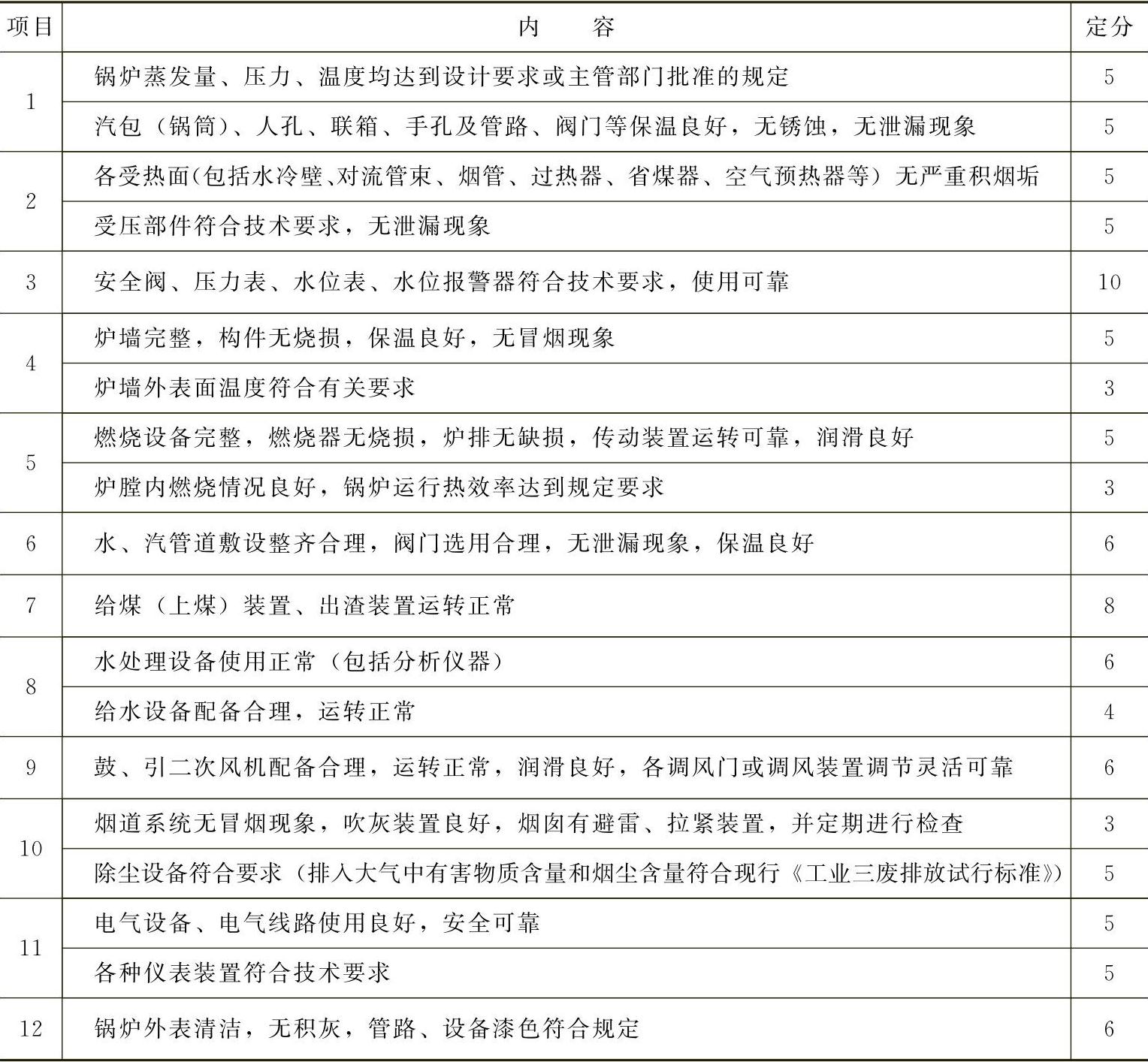
注:1.本表适用于一般工业锅炉,其他类型的锅炉(如热水锅炉)可参照执行。
2.涉及安全附件、安全装置等不完好状况,必须立即现场整改。
(5)桥式起重机完好标准 见表3-5。
表3-5 桥式起重机完好标准
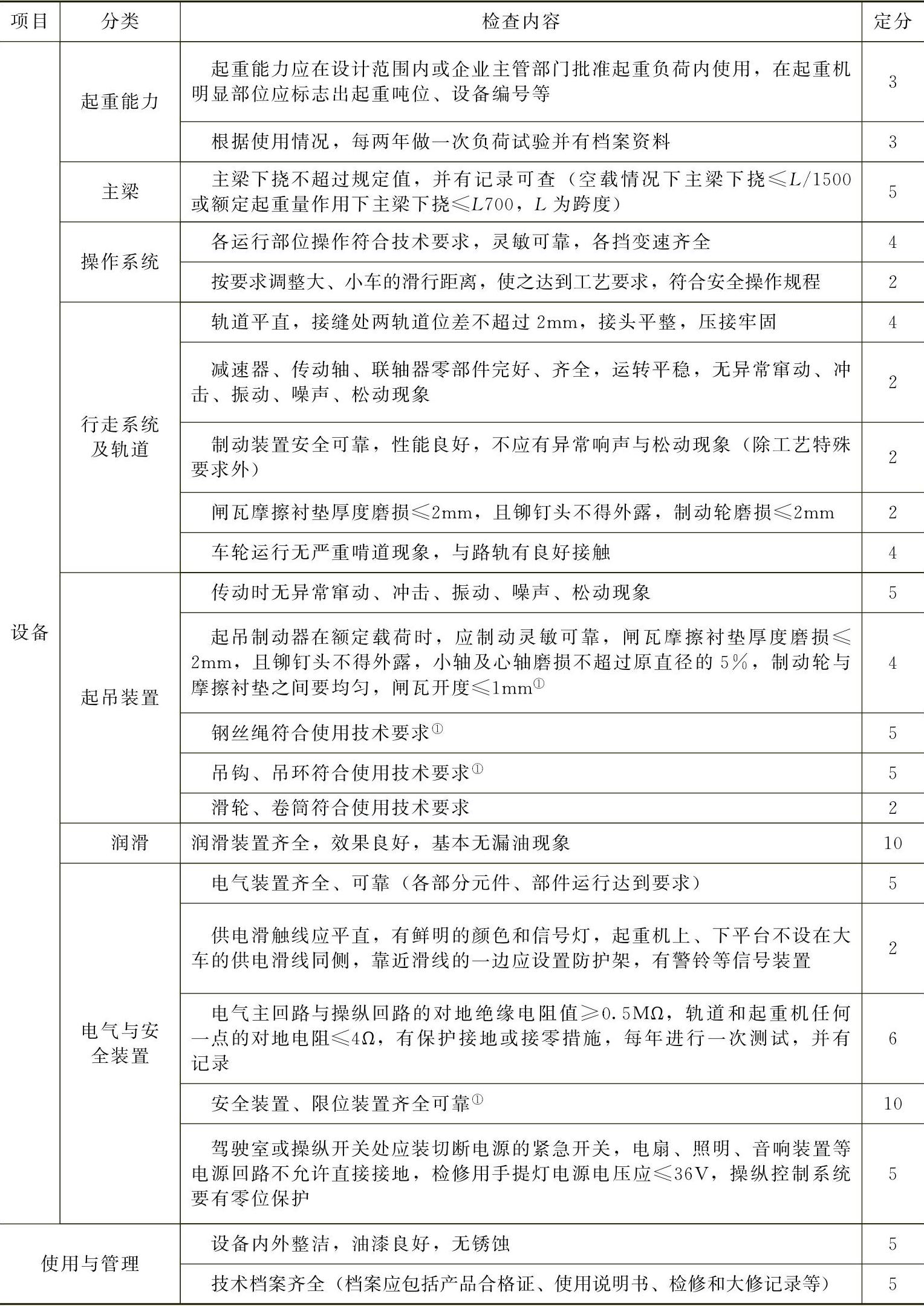
①为主要项目,如该项不合格,则为不完好设备。
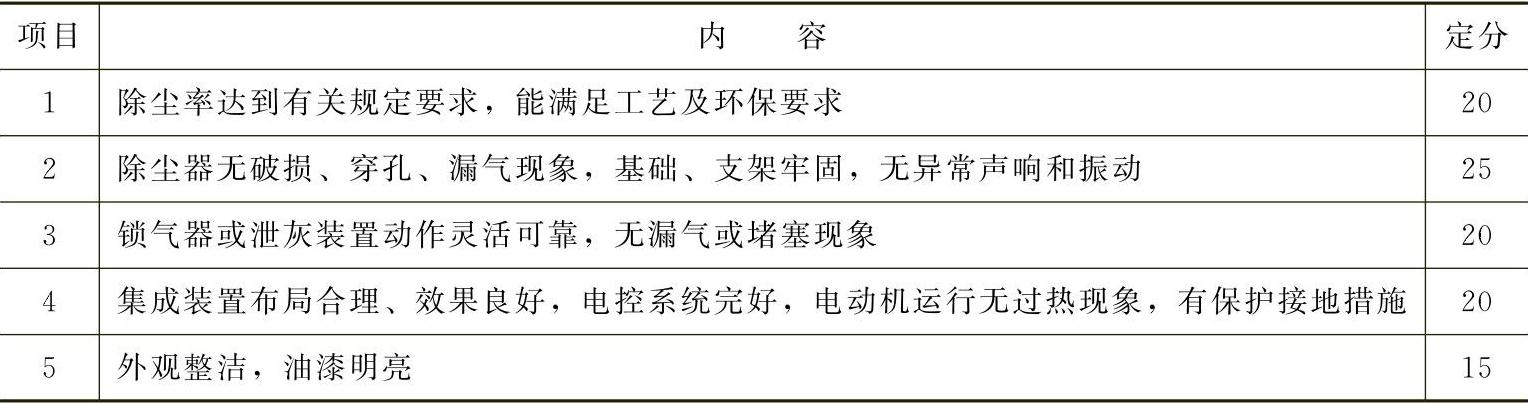
(6)除尘设备完好标准(1~4项为主要项目)见表3-6。
表3-6 除尘设备完好标准
 (www.daowen.com)
(www.daowen.com)
(7)运输车辆完好标准 应用范围:轿车、面包车、客车等(1~4项为主要项目)。
1)外观检查。(定分20分)
①车漆颜色一致,无碰撞处补漆(局部)。
②车外壳无新的焊接缝。
③车架是否正常,整个悬架和减振系统有无倾斜现象。
④四个轮胎磨损程度是否一致。
⑤车辆的左右轮距是否一致,有无变形,定位是否正确。
⑥各部泄漏现象:包括燃料油、润滑油、冷却水。
2)车内部检查。(定分20分)
①车内部件的表面平整无缺陷,无伤痕。
②车内部装饰完整无缺陷,车门开关自如,灵敏可靠,无异响。
③后视镜左右调节灵敏可靠,位置正确。
④内部门窗、座椅、照明、音响、空调及其他附属设施的新旧程度及完整性。
3)发动机及驱动系统检查。(定分25分)
①检查发动机性能,各部件有无松动和缺陷,查询车辆在过去行驶中有无操作和保养不当的现象或者有过碰撞事故。
②试踏板有无过紧或松动,磨合是否正常。
③起动发动机,听其声音是否正常,如声音清脆说明性能良好;如有发闷声音则次之;如有异响则需检查。慢速运转而温度正常为佳,如果有抖动则已有异状,有异响并有漏油现象则为不正常,如高速运转有异响及漏油则为严重症状。
4)路试检查。(定分25分)
①当行驶在路上试车时,有无行驶不顺,换挡不自如现象,检查各部件磨合是否正常。
②试验手动制动器是否有效。
③制动反应是否迅速,制动路线是否跑偏。
④高速行驶时方向盘是否平稳,颠簸行驶时反光镜是否抖动以及减振器有无异响。
⑤观察排气状况,是否符合排放标准。
5)检查凭证。(定分10分)
车辆必须具备行驶证、车牌号证、合格证、保险卡、养路费及购置凭证以及行驶和维修记录,同时应核实行驶证,该车的发动机号、车牌号、生产日期及产品合格证。
对重型车辆及其他特种车辆应根据该车辆设计要求参考上述检查内容另定完好评分标准。
(8)船舶完好标准 见表3-7。应用范围:散货船、杂货船、油船、集装箱船、特种货物船等(1~3项为主要项目)。
表3-7 船舶完好标准
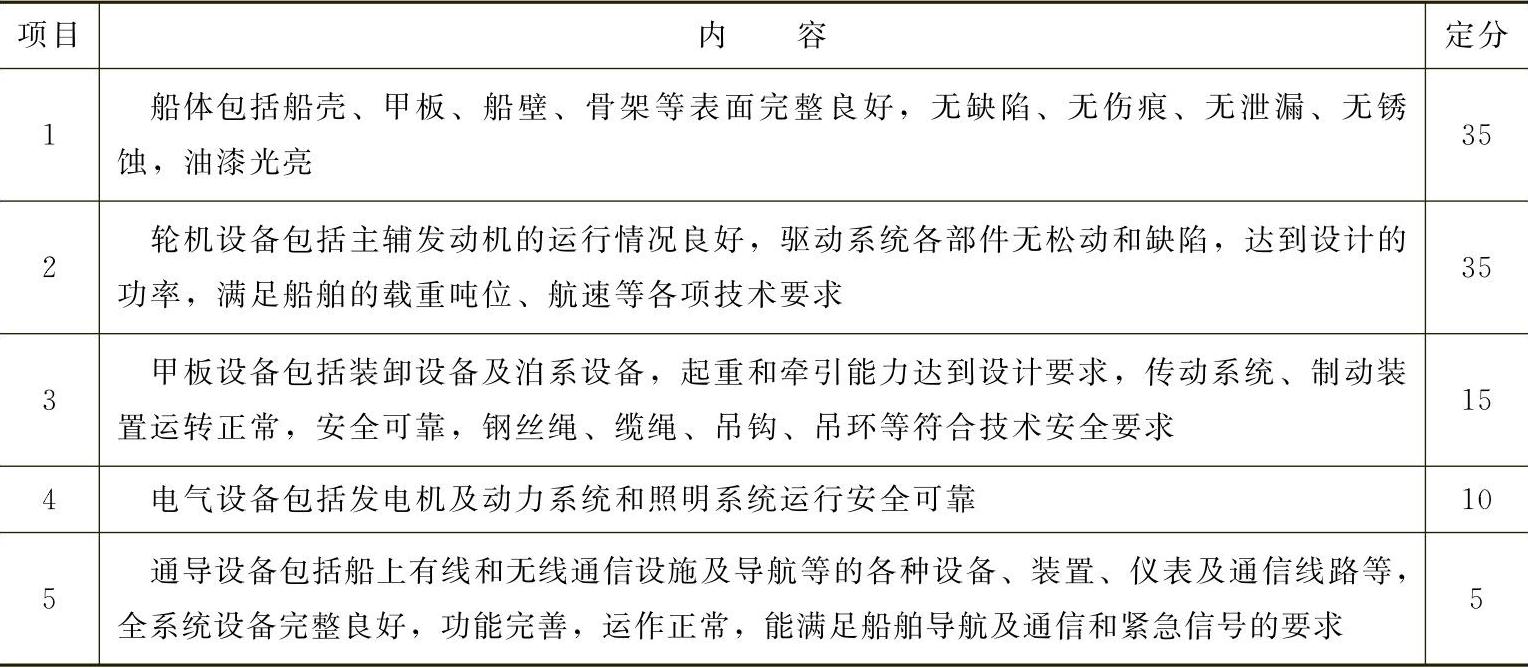
注:采用打分法时,要考虑船舶营运情况、维护保养情况、设备更换情况对完好的影响。
(9)锻压设备完好标准(1~6项为主要项目;每项定分10分)适用范围:锻锤、锻造机、轧机、冲床、剪床、平板机、弯板机、弯管机、整形机、冷镦机、弹簧加工机、滚压机、压力机等。
1)精度、能力能满足生产工艺要求。
2)各传动系统运转正常,变速齐全。
3)润滑系统装置齐全,管路完整,润滑良好,油质符合要求。
4)各操作系统动作灵敏可靠,各指示刻度准确。
5)电气系统装置齐全,管线完整,性能灵敏,运行可靠。
6)滑动部位运动正常,各滑动部位及零件无严重拉、研、碰伤。
7)机床内外清洁,无黄泡,无油垢,无锈蚀。
8)基本无漏油、漏水、漏气现象。
9)零部件完整,随机附件基本齐全,保管妥善。
10)安全、防护装置齐全,运行可靠。
(10)铸造设备完好标准(第1~3项为主要项目,每项定分20分;4项定分10分;5、6项定分15分)适用范围:造型机、抛砂机、制芯机、混砂机、落砂机、抛丸机、抛砂机等。
1)性能良好,能满足工艺要求。
2)设备运转正常,操作控制系统完整可靠。
3)电气、安全、防护、防尘装置齐全有效。
4)设备内外整洁,零部件及各滑动面无严重磨损,滑动、导轨面无锈蚀。
5)基本无漏水、漏气、漏砂现象。
6)润滑装置齐全,效果良好。
(11)电气设备完好标准(第1~2项每项定分20分;3~8项每项定分10分)
1)能满足生产要求,操作和控制系统装置齐全,灵敏可靠。
2)各种开关、触点接触良好,灭弧装置、安全罩完好齐全。
3)各种接触器、继电器、磁力起动器容量合理,触头无严重烧伤,衔铁无粘牢不放或延时释放及卡死等现象。
4)电气设备部件整洁,接线整齐,标志醒目。
5)运行良好,绝缘强度及安全防护装置符合电气运行规程。
6)电动机运行无异常声响,温升、电流、电压、功率符合电动机铭牌规定。
7)设备的通风、散热冷却系统完整齐全,效能良好。
8)数控、线切割、电火花等特种机床的电气装置,按说明书规定的出厂标准检查。
以上完好标准是对设备完好程度采用评分方法进行评定,总分达到85分及以上,并且主要项目均为合格,即为完好设备。
2.设备的考核和完好率的计算
企业生产设备的技术状态完好程度,以“设备完好率”指标进行考核,其目的在于促进企业加强设备管理,经常保持设备处于完好状态,保证生产正常进行。设备完好率的计算式如下:

主要生产设备包括备用、封存和在修的生产设备,但不包括尚未投入生产、由基建部门或物资部门代管的设备。完好台数是指经检查符合完好标准的主要生产设备台数。
凡完好标准中的主要项目,有一项不合格或次要项目中有两项不合格者,即为不完好设备。能立即整改者仍算合格,但应作记录。
企业完好设备台数应是逐台检查的结果,不得采用抽查和估计的方法推算。正在检修的设备,应按检修前的实际技术状况计算,检修完的设备按检修后技术状况计算。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





